
- German
- ePUB (handyfreundlich)
- Über iOS und Android verfügbar
eBook - ePub
Mechanische Verfahrenstechnik
Über dieses Buch
Auf dem neuesten Stand - die Mechanische Verfahrenstechnik. Die Gliederung des Buches: - Charakterisierung disperser Systeme, - Feststoff/ Fluid-Str mungen, - Mechanische Trennverfahren, - Zerkleinern, - Agglomerieren, - Mischen, - Lagern von Sch ttg tern, - Hydraulischer und pneumatischer Transport, - Moderne Behandlung und Betrachtung der wichtigsten Gebiete der Partikeltechnik. Die Besonderheit dieses Fachgebietes liegt darin, dass in fast allen Verfahren der stoffwandelnden Industrie mechanische Prozesse mit Partikelsystemen eine herausragende Rolle spielen. Und dies bei einer au ergew hnlichen Heterogenit t der Stoffsysteme und Partikelgr en, die acht Zehnerpotenzen umfassen. In Anbetracht der Komplexit t und Spannbreite des Gebietes finden Praktiker in der Industrie, Studenten und Dozenten der Technischen Chemie, der Verfahrenstechnik und des Chemieingenieurwesens in dieser Auskoppelung aus Winnacker-K chler, Band 1 (Wiley-VCH, 2004), eine kompetente Einf hrung aus der Feder von Experten.
Tools to learn more effectively

Saving Books

Keyword Search

Annotating Text

Listen to it instead
Information
1
Einführung
Die Verfahrenstechnik befasst sich mit der industriellen Umwandlung von Ausgangsstoffen in einer Folge physikalischer, chemischer oder biologischer Prozesse zu verkaufsfähigen Zwischen- oder Endprodukten. Um Stoffe wandeln zu können, ist Energie in Form von Wärme oder mechanischer Energie erforderlich. Darüber hinaus nutzt man die Möglichkeit der chemischen Umwandlung sowie die Fähigkeit von Mikroorganismen, Stoffe zu wandeln.
Alle verfahrenstechnischen Prozesse lassen sich in Grundoperationen (unit operations) zerlegen. Dies hat zunächst den Vorteil, dass man die Gesetzmäßigkeiten der stoffwandelnden Vorgänge losgelöst von einem bestimmten Stoffsystem behandeln kann. Die Zusammenfügung der Einzelschritte zum Prozess ist Aufgabe der Systemverfahrenstechnik, die insbesondere die dynamische Aufeinanderfolge der Teilschritte umzusetzen hat. Hier finden sich dann wichtige Verknüpfungen mit der Mess-, Regel- und Automatisierungstechnik.
Die mechanische Verfahrenstechnik umfasst insbesondere Trennverfahren zwischen Feststoffen und Fluiden (Abschnitt 4), Mischvorgänge (Abschnitt 7), Zerkleinerungs- und Agglomerationsprozesse (Abschnitte 5 und 6), die Schüttguttechnik (Abschnitt 8) und den Transport von Feststoffen (Abschnitt 9). Für die Charakterisierung und Bewertung dieser Verfahrensschritte spielt die Partikelgrößenanalyse (Abschnitt 2.2) eine herausragende Rolle. Da in der mechanischen Verfahrenstechnik an fast allen Prozessen – bei nur wenigen Ausnahmen – feste Partikeln beteiligt sind, ist die Charakterisierung disperser Systeme eine der wichtigsten Aufgaben der Verfahrenstechnik (Abschnitt 2), weil die Eigenschaften von Produkten nicht nur durch ihre chemische Zusammensetzung sondern ebenso durch ihre physikalischen Größen bestimmt werden. Die Feststoffverfahrenstechnik, die hier behandelt wird, umfasst alle Verfahrensschritte einer Prozesskette, von der Entstehung des Feststoffes durch Kristallisation, Fällung oder Kondensation über die Formulierung bis hin zur Anwendung. Dabei werden die dispersen Systeme gezielt oder ungewollt verändert. Dies betrifft insbesondere den Dispersitätszustand. Durch Zerkleinern wird die Größe von Partikeln verringert, durch Agglomeration entstehen größere Partikelverbände. Durch Mischen oder Trennen wird die Häufigkeitsverteilung der unterschiedlichsten Merkmale verändert. Viele physikalische Eigenschaften, z. B. die Festigkeit oder das Haftverhalten von Partikeln ändern sich mit dem Dispersitätszustand. Im Kollektiv äußert sich der disperse Zustand in der Schüttgutdichte, im Fließverhalten von Schüttgütern oder in ihrer Durchströmbarkeit. Um dieses Verhalten zu beschreiben, müssen die physikalischen Eigenschaften der Feststoffe, z. B. Größe, Form und Festigkeit bekannt sein, wobei die Charakterisierung disperser Systeme auch die Ausgangs-, Zwischen- oder Endprodukte umfasst.
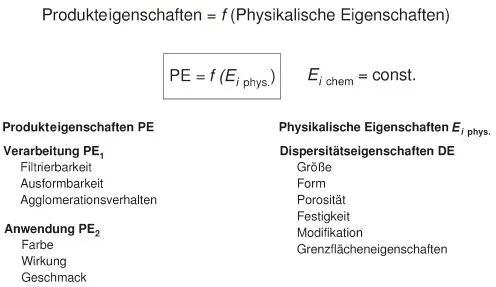
HANS RUMPF hat in seiner Veröffentlichung »Über die Eigenschaften von Nutzstäuben« [1.1] die Zusammenhänge zwischen Dispersitätseigenschaften und Produkteigenschaften beschrieben. An Beispielen wird aufgezeigt, wie die Produkteigenschaften – Produktzustand und Produktverhalten – disperser Systeme von physikalischen Partikeleigenschaften abhängen. RUMPF nannte den funktionalen Zusammenhang »Eigenschaftsfunktion« (Abb. 1.1).
Die Produkteigenschaften gliedern sich in drei Kategorien: Wirkung, Applizierbarkeit und Herstellbarkeit. Nur die ersten beiden Klassen sind für den Endverbraucher/Anwender relevante Qualitätsmerkmale; verarbeitungstechnische Eigenschaften interessieren dagegen nur den Hersteller. Im Folgenden sind Beispiele der unterschiedlichen Kategorien von Anwendungs- und Verarbeitungseigenschaften sowie Dispersitätseigenschaften aufgeführt.
Zu den Produkteigenschaften zählen:
- Anwendungseigenschaften: Bioverfügbarkeit, Farbe, Geschmack, Festigkeit, Aktivität eines Katalysators
- Verarbeitungstechnische Eigenschaften: Fließfähigkeit, Haftverhalten, Mischbarkeit, Filtrierverhalten, Abscheideverhalten, Verdampfungsgeschwindigkeit
Die Dispersitätseigenschaften umfassen:
- Partikelgröße, Partikelform, Porosität, Festigkeit, Kristallinität.
Prozesse der mechanischen Verfahrenstechnik zielen auf eine Veränderung der Partikeleigenschaften oder des Mischungszustandes hin. Die für die Charakterisierung disperser Systeme besonders wichtige Partikelmesstechnik dient dem Erfolgsnachweis der Maßnahmen in den einzelnen Prozessen, wobei der Erfolg eines jeden Prozesses selbst entscheidend vom dispersen Zustand bestimmt wird, zum Beispiel:
- mit abnehmender Partikelgröße lassen sich Stoffe schwieriger zerkleinern und schwerer abscheiden
- mit abnehmender Partikelgröße lassen sich Stoffe schneller verdampfen
Abb. 1.1 Eigenschaftsfunktionen
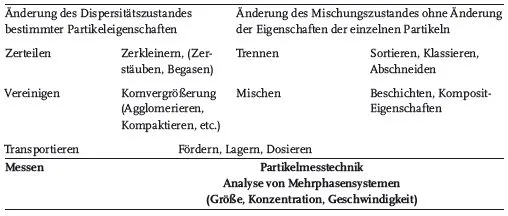
Die Prozesse lassen sich nach dem in Tabelle 1.1 gezeigten Schema ordnen, je nachdem, ob mit ihnen eine Änderung des Dispersitätszustandes, der Zusammensetzung bzw. des Mischungszustandes oder des Ordnungszustandes verbunden ist [1.2].
Beim Trennen, Mischen und insbesondere beim Fördern treten häufig ungewollt Veränderungen durch Abrieb oder Agglomeration auf. Zur Bestimmuung des Abriebs oder der Agglomeration werden die gleichen Messmethoden genutzt.
Die Elemente einer dispersen Phase bestehen aus: festen (Suspensionen, Aerosole), flüssigen (Emulsionen) oder gasförmigen (Blasen, Schäume) Partikeln. Die Elemente können durch verschiedene Merkmale charakterisiert werden, z. B. Größe, Form, Festigkeit, Struktur, Farbe, Porosität oder Homogenität. Die Merkmale sind immer verteilt. Die Elemente können verschieden angeordnet sein, als Primärpartikel, Agglomerate, unregelmäßige Flockungsstrukturen oder geordnete Strukturen. Diese Merkmale sind für die Produkteigenschaften entscheidend.
Ein Beispiel aus der Chemie soll die Bedeutung mechanischer Prozesse in der verfahrenstechnischen Industrie unterstreichen: Von den in der Chemie produzierten Produkten sind mehr als 50% disperser Natur. Von den übrigen durchlaufen viele während der Produktion einen dispersen Zustand.
Neue Aspekte kommen im Bereich nanoskaliger Partikeln hinzu. Die unterschiedlichen Herstellverfahren nanoskaliger Produkte über Flammsynthese, Verdampfung und Kondensation, Fällung, Kristallisation, Sol-Gel-Verfahren oder Zerkleinerung erfordern neue Messtechniken, die der Schnelligkeit der Prozesse gerecht werden und besonders die Wechselwirkungskräfte mit erfassen. Diese Wechselwirkungskräfte bestimmen in diesem Größenbereich das Produktverhalten wesentlich. Dies gilt sowohl für die Herstellung der Partikeln als auch für ihre Handhabung.
Die Besonderheit der mechanischen Verfahren ist darin begründet, dass die in den unterschiedlichsten Prozessen auftretenden Partikelgrößen acht Zehnerpotenzen umfassen können. Darüber hinaus bestehen die Feststoffpartikel häufig aus mehreren Komponenten, aus vielen Kristalliten einer Komponente oder es sind Agglomerate, die durch schwache Bindungskräfte (kapillare Haftkräfte, van-der-Waals-Kräfte, elektrostatische oder magnetische Kräfte) zusammengehalten werden. Eine derartige Heterogenität der Stoffsysteme liegt in anderen Bereichen der Verfahrenstechnik nicht vor.
Tab. 1 Grundoperationen der mechanischen Verfahrenstechnik
Im Folgenden kann nur eine Einführung in die mechanische Verfahrenstechnik gegeben werden, für eine umfassende Darstellung siehe [1.2]–[1.5].
2
Charakterisierung disperser Systeme
2.1 Eigenschaften disperser Systeme
2.1.1 Ziel einer Charakterisierung
Ziele der Charakterisierung disperser Systeme sind:
– die Auswirkung mechanischer Prozesse zu beurteilen; d.h. die dispersen Eigenschaften der Ausgangs-, Zwischen- und Endprodukte sowie der Reststoffe in ihren jeweiligen Systemen zu erfassen.
– Prozesse reproduzierbar zu führen, d.h. die für die Prozessführung relevanten Parameter zu identifizieren,
– die Umfeldbedingungen (Prozessluft, Emissionen) zu erfassen,
– Prozesse besser zu verstehen, d. h. zur Modellbildung beizutragen.
2.1.1.1 Eigenschaftsfunktion – Produktmodell
Bei der Anwendung disperser Systeme werden bestimmte Produkteigenschaften erwartet. In den Prozessen der mechanischen Verfahrenstechnik werden die Dispersitätseigenschaften gezielt eingestellt, die dann die angestrebten Produkteigenschaften zur Folge haben (Eigenschaftsfunktion [2.24]).
Die Ermittlung von Eigenschaftsfunktionen beinhaltet sowohl die Messung bestimmter Dispersitätseigenschaften, als auch die Erfassung von Produkteigenschaften, wie zum Beispiel die Messung der Bioverfügbarkeit und der Fließfähigkeit. Diese Produkteigenschaften werden von den einschlägigen Industriezweigen meist auf Basis empirischer Optimierung verarbeitungs- und anwendungsbezogen bestimmt. Im Folgenden werden einige Eigenschaftsfunktionen beispielhaft aufgeführt:
- Für die Beurteilung eines Zements beispielsweise wird die Druckfestigkeit eines Zementleimwürfels nach 2 beziehungsweise 28 Tagen Aushärtezeit gemessen. Als Maß für die Dispersitätseigenschaft hat sich neben der Partikelgrößenverteilung die spezifische Oberfläche etabliert.
Mit zunehmender Feinheit des Zements nimmt die Endfestigkeit des Zementleimwürfels zu. Dabei spielt nicht nur die mittlere Partikelgröße eine Rolle, sondern auch die Verteilungsbreite: je enger die Verteilung, desto höher ist die Festigkeit. Da Zement ein Massenprodukt ist, ist diese Eigenschaftsfunktion bereits früh sehr intensiv untersucht worden [2.1].
- Für die verschiedenen Betongüteklassen sind unterschiedliche Kiesmischungen vorgeschrieben, eine Eigenschaftsfunktion im Grobdispersbereich, die an jeder Betonmischstation umgesetzt wird.
- Für die Messung der Bioverfügbarkeit von Vitaminen wird beispielsweise der Gehalt an Wirkstoff im Blut gemessen. Abbildung 2.1 zeigt die Bioverfügbarkeit von Provitamin A (β-Carotin), gemessen als Gehalt von β-Carotin im Blut von Kälbern, als Funktion der Zeit, nach einer einmaligen Darreichung. Erst Nanopartikeln erreichen die gewünschte Wirkung, wobei der Einfluss des amorphisierten Zustandes dem der Partikelgrößenverteilung in diesem Fall überlagert ist und möglicherweise dominiert.
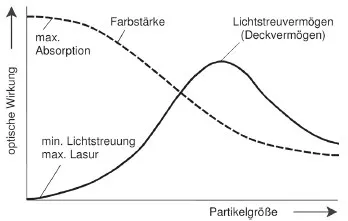
- Für die optische Wirkung eines Farbpigmentes (Abb. 2.2), wird die Koloristik nach Dispergierung und Applizierung eines Lackes gemessen. Optimale Farbstärke und Deckkraft eines Pigmentes werden bei unterschiedlichen Partikelgrößen erreicht.
Abb. 2.1 Bioverfügbarkeit von β-Carotin nach einer einmaligen Dosis von 6 mg kg−3 bei Kälbern [2.2]
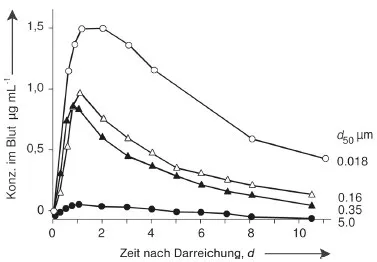
Abb. 2.2 Partikelgröße und optische Wirkung von organischen Pigmenten (schematisch)
Entscheidend ist neben den Prozessen der Dispergierung, der Zerstäubung, der Trocknung und der Filmbildung beim Aushärten die Zusammensetzung der Lackkomponenten und deren Grenzflächenverträglichkeit mit dem Pigment. So kann ein Farbpigment, das in lösungsmittelhaltigen Lacken eine hohe Farbstärke und Brillianz ergibt, in Wasserbasislacken zu Entmischung oder Flockung führen und damit ohne Oberflächenmodifizierung für diese Anwendung untauglich sein.
Das Beispiel der Farbpigmente macht deutlich, dass die Eigenschaftsfunktion keine einfache »Funktion« ist. Mehrere Produkteigenschaften sind einzustellen und sie werden nicht nur durch die Partikelgrößenverteilung beeinflusst, sondern auch durch die Verteilungen von Form, Festigkeit der Agglomerate, Modifikation oder der Grenzflächeneigenschaften.
Ein Modell der Zusammenhänge, d. h. eine möglichst genaue Vorstellung oder ein durch Messungen belegter Zusammenhang, mit welchem Dispersitätszustand die gewünschten Produkteigenschaften erreicht werden, sollte stets am Beginn verfahrenstechnischer Aktivitäten stehen.
Aus experimentellen Ergebnissen, aber auch aufgrund theoretischer Abschätzungen – z. B. einer Berechnung der Intensitätsverteilung des an Partikeln gestreuten Lichtes – kennt man bei konstanter Konzentration die Zunahme der Farbstärke mit abnehmender Partikelgröße. Das Streuvermögen – und damit verbunden das Deckvermögen eines Pigmentes – hat, wie in Abbildung 2.2 gezeigt, ein ausgeprägtes Maximum bei mittleren Partikelgrößen: Die Viskosität, die wichtig ist für die Tropfenbildung beim Lackieren und für den Verlauf bei der Filmbildung, steigt für Partikelgrößen unterhalb von 100 nm drastisch an.
Die Partikelform beeinflusst bei dichroitischen Kristallen den Farbton. Die Form wirkt sich auch auf die Dispergierhärte und die Rheologie aus, weniger stark auf andere Eigenschaften. Die Modifikation des Pigmentes beeinflußt vornehmlich den Farbton.
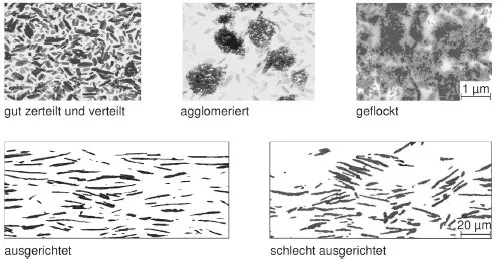
Die Anordnung der Pigmentpartikeln in einem Lack zueinander (Abstandsverteilung) – vereinzelt und gleichmäßig verteilt oder agglomeriert und geflockt (siehe Abb. 2.3) z.B. als Folge der Grenzflächeneigenschaften kann Produkteigenschaften wie Farbstärke oder Transparenz entscheidend beeinflussen.
- Die Staubexpiosivität als wichtige sicherheitsrelevante Partikeleigenschaft [2.3] wird in einem Rohr (HARTMANN-Rohr) oder in Kugelautoklaven ermittelt. Das Pulver wird aufgewirbelt und mittels einer Zündquelle zur Explosion gebracht. Der Druck im Behälter wird über der Zeit erfaßt. Die Geschwindigkeit des Druckanstieges in einem Autoklaven von 1 m3 Volumen ist eine charakteristische Größe für das Explosionsverhalten. Die Druckanstiegsgeschwindigkeit nimmt mit abnehmender Partikelgröße sehr stark zu.
Je feiner die Partikeln werden, desto größer ist daher das Risiko und die Heftigkeit einer Explosion. Eine meist offene Frage ist der vorliegende Dispergierzustand während der Explosionsmessung (vgl. Abschnitt 2.4.1). Die Fähigkeit zur Explosion verschwindet dagegen bei Partikeln oberhalb von 400 bis 500 μm. Neben diesem »physikalischen« Einfluß auf das Explosionsverhalten ist selbstverständlich der Stoffeinfluß selbst wichtig.
Abb. 2.3 Anordnung, Abstandsverteilung und Ausrichtung der Pigmentteilchen in einem Lack entscheiden über die Qualitätseigenschaften
Weitere Beispiele von Eigenschaftsfunktionen und des Einflusses von Partikelgrößenverteilungen auf Produkteigenschaften [2.4]:
- Bei Pulverlacken hängt der Abscheidegrad, der Verlauf und das Aussehen der Lackoberfläche von der Partikelgrößenverteilung der Lackpartikeln ab
- Bei der Polypropylen-Synthese ist die Ausbeute an Polypropylen abhängig von der Partikelgröße der Katalysatoren
- Aktivität und Selektivität eines Katalysators hängen von s...
Inhaltsverzeichnis
- Cover
- Series Page
- Title Page
- Copyright
- Häutzte Formelzeichen
- Herausgeber und Autoren
- Vorwort
- 1: Einführung
- 2: Charakterisierung disperser Systeme
- 3: Feststoff/Fluid-Strömungen
- 4: Mechanische Trennverfahren
- 5: Zerkleinern
- 6: Agglomerieren
- 7: Mischen
- 8: Lagern von Schüttgütern
- 9: Hydraulischer und pneumatischer Transport
- 10: Literatur
- Stichwortverzeichnis
Häufig gestellte Fragen
Ja, du kannst dein Abo jederzeit über den Tab Abo in deinen Kontoeinstellungen auf der Perlego-Website kündigen. Dein Abo bleibt bis zum Ende deines aktuellen Abrechnungszeitraums aktiv. Erfahre, wie du dein Abo kündigen kannst
Nein, Bücher können nicht als externe Dateien, z. B. PDFs, zur Verwendung außerhalb von Perlego heruntergeladen werden. Du kannst jedoch Bücher in der Perlego-App herunterladen, um sie offline auf deinem Smartphone oder Tablet zu lesen. Erfahre, wie du Bücher herunterladen kannst, um sie offline zu lesen
Perlego bietet zwei Abopläne an: Elementar und Erweitert
- Elementar ist ideal für Lernende und Profis, die sich mit einer Vielzahl von Themen beschäftigen möchten. Erhalte Zugang zur Basic-Bibliothek mit über 800.000 vertrauenswürdigen Titeln und Bestsellern in den Bereichen Wirtschaft, persönliche Weiterentwicklung und Geisteswissenschaften. Enthält unbegrenzte Lesezeit und die Standardstimme für die Funktion „Vorlesen“.
- Pro: Perfekt für fortgeschrittene Lernende und Forscher, die einen vollständigen, uneingeschränkten Zugang benötigen. Schalte über 1,4 Millionen Bücher zu Hunderten von Themen frei, darunter akademische und hochspezialisierte Titel. Das Pro-Abo umfasst auch erweiterte Funktionen wie Premium-Vorlesen und den Recherche-Assistenten.
Wir sind ein Online-Lehrbuch-Abo, bei dem du für weniger als den Preis eines einzelnen Buches pro Monat Zugang zu einer ganzen Online-Bibliothek erhältst. Mit über 1 Million Büchern zu über 990 verschiedenen Themen haben wir bestimmt alles, was du brauchst! Erfahre mehr über unsere Mission
Achte auf das Symbol zum Vorlesen bei deinem nächsten Buch, um zu sehen, ob du es dir auch anhören kannst. Bei diesem Tool wird dir Text laut vorgelesen, wobei der Text beim Vorlesen auch grafisch hervorgehoben wird. Du kannst das Vorlesen jederzeit anhalten, beschleunigen und verlangsamen. Erfahre mehr über die Funktion „Vorlesen“
Ja! Du kannst die Perlego-App sowohl auf iOS- als auch auf Android-Geräten nutzen, damit du jederzeit und überall lesen kannst – sogar offline. Perfekt für den Weg zur Arbeit oder wenn du unterwegs bist.
Bitte beachte, dass wir Geräte, auf denen die Betriebssysteme iOS 13 und Android 7 oder noch ältere Versionen ausgeführt werden, nicht unterstützen können. Mehr über die Verwendung der App erfahren
Bitte beachte, dass wir Geräte, auf denen die Betriebssysteme iOS 13 und Android 7 oder noch ältere Versionen ausgeführt werden, nicht unterstützen können. Mehr über die Verwendung der App erfahren
Ja, du hast Zugang zu Mechanische Verfahrenstechnik von Matthias Bohnet im PDF- und/oder ePub-Format sowie zu anderen beliebten Büchern aus Naturwissenschaften & Industrielle & technische Chemie. Aus unserem Katalog stehen dir über 1 Million Bücher zur Verfügung.