Wer mochte nicht wissen, was in unseren Lebensmitteln steckt und wie sie zu traditionellen oder neuen Produkten weiterverarbeitet werden?
Viele Nahrungsmittel mussen, um genie?bar zu sein oder den sensorischen Anspruchen von Konsumenten zu entsprechen, erst einmal verarbeitet werden. Dieses Buch erklart sowohl die Rohwaren und deren Inhaltstoffe als auch die Prozesstechnik, die benotigt wird, um daraus qualitativ hochwertige Produkte herzustellen. Dabei werden auch die Aspekte gesunde Ernahrung und Novel Food berucksichtigt.
Auf Basis des Kapitels "Lebensmitteltechnologie" in der Neuauflage des erfolgreichen Winnacker-Kuchler? Band 8 (Ernahrung, Gesundheit, Konsumguter), 2004 wurde dieses Buch durch Erweiterung um einen zweiten Teil, der produktubergreifenden Lebensmittelverfahrenstechnik, erstellt. Es setzt Grundkenntnisse in der Chemie und Verfahrenstechnik voraus und umfasst die Lebensmittelkunde und -verfahrenstechnik, wie sie als Vorlesung fur Ingenieure, Wirtschaftsingenieure und Lebensmittelchemiker als Haupt- oder Nebenfach angeboten wird.
eBook - ePub
Lebensmittelverfahrenstechnik
Rohstoffe, Prozesse, Produkte
- German
- ePUB (handyfreundlich)
- Über iOS und Android verfügbar
eBook - ePub
Über dieses Buch
375,005 Studierende vertrauen auf uns
Zugang zu über 1 Million Titeln zu einem fairen monatlichen Preis.
Mit unseren Lerntools kannst du noch effizienter lernen.
Information
B
Beispiele produktübergreifender Verfahrenstechnik in der Lebensmittelindustrie
1
Verfahren zur Reduktion des Wassergehalts von Lebensmitteln
Das Reduzieren des Wassergehalts dient bei Lebensmitteln in erster Linie dem Haltbarmachen der Produkte. Daneben können aber auch andere Zwecke verfolgt werden, wie das Rückgewinnen von Aromen oder – insbesondere in thermischen Trocknungsverfahren – das Einstellen weiterer Produkteigenschaften, wie Rieselfähigkeit, Schüttgewicht und Instanteigenschaften.
Der energetisch günstigeren mechanischen Entfeuchtung sind durch der im Lebensmittel verbleibenden Restfeuchte Grenzen gesetzt. Dies gilt insbesondere für feinporige und quellbare Stoffe, bei denen die Restfeuchte über den für eine (zeitweilige) mikrobiologische und chemische Stabilität notwendigen Werten liegt (s. Abschnitt 1.2.2).
Für die Herleitung der grundlegenden Gleichung zur Berechnung der Wärme- und Stoffübertragung beim Eindampfen und Trocknen wird auf die einschlägige Literatur [1, 2] verwiesen. In diesem Kapitel werden nur die wichtigsten Formeln angegeben, die zur Auslegung der Verfahren in der Lebensmittelverarbeitung wichtig sind.
1.1 Eindampfen
1.1.1 Verfahrensprinzip und Ziele
Beim Eindampfen wird die Konzentration einer Lösung durch Überführen eines Teils des Lösungsmittels in den Dampfzustand erhöht. Ziel des Eindampfens kann die Konzentration der Lösung, das Gewinnen eines Feststoffs (oft Kristallisat) oder die Rückgewinnung des Lösungsmittels sein. Eine Eindampfanlage soll in der Lage sein, große Energiemengen durch ein Minimum an Heizfläche bei wirtschaftlicher Verwendung der Energie des Heizmittels zu übertragen. Verdampfer werden generell in offene (z. B. Kessel, Pfannen) und geschlossene Typen (Röhrenverdampfer, Plattenverdampfer, Dünnschichtverdampfer, Entspannungsverdampfer) eingeteilt.
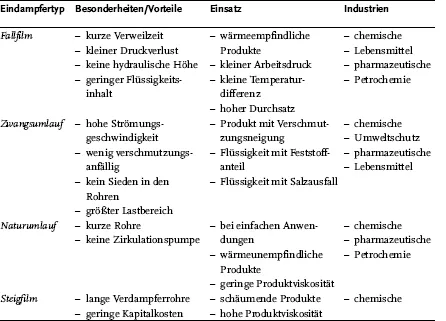
Für viele Lebensmittel (z. B. Obstsäfte, Milch und Milchprodukte, Kaffeeextrakt und daraus abgeleitete Getränke, Malzextrakt) wird der Trockenmasseanteil vor dem eigentlichen Trocknungsschritt, der in einem Sprühtrockner oder einer Gefriertrocknungsanlage stattfindet, in einem Eindampfer heraufgesetzt. Dies ist oftmals technisch notwendig, um im Trocknungsschritt die gewünschte Textur erzielen zu können. Des Weiteren ist das Eindampfen meist bis zu einer vom Produkt und Eindampfer abhängenden Konzentration wirtschaftlicher als das reine Trocknungsverfahren. Im Bereich der Lebensmittelverarbeitung haben Fallfilmverdampfer zunehmend die Steigfilmverdampfer verdrängt. Die höheren Investitionskosten werden in der Regel durch die längeren Standzeiten aufgrund der geringeren Temperaturdifferenz Wand/Produkt wettgemacht. Dies kommt auch der Produktqualität zugute. Die Einsatzbereiche von Eindampfern und deren Charakteristika sind in Tabelle 1.1 zusammengefasst.
Tabelle 1.1 Einsatzgebiet und Besonderheiten von Eindampfertypen.
1.1.2 Fallfilmverdampfer (Röhrenverdampfer) ohne mechanische Förderung
Fallfilmverdampfer bestehen aus dem Verteiler, den Röhrenbündeln mit der zylindrischen Außenhaut und dem Brüdenabscheider (Abb. 1.1). Der Verteiler muss die Rohre gleichmäßig mit Flüssigkeit (Produkt) versorgen, da sonst der Flüssigkeitsfilm reißen kann. Dies würde zum einen zu einer Leistungsminderung und zum anderen zu einem verstärkten Fouling führen.
Abbildung 1.1 Fallfilmverdampfer.
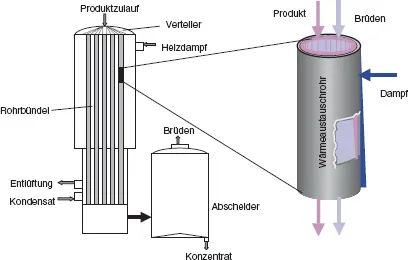
Die Wärmetauscher bzw. die Heizflächen bestehen beim Fallfilmverdampfer aus Rohrbündeln, die vom Produkt in Richtung der Schwerkraft durchflossen werden.
Der Flüssigkeitsfilm, der in den Röhren nach unten fließt, wird zunehmend verdampft, wodurch die Schichtdicke abnimmt (Abb. 1.1, Detail). Der Massenstrom der Brüden nimmt dabei schneller zu als der freie Querschnitt. Die Strömungsgeschwindigkeit des Brüdens steigt und beschleunigt dadurch das Abfließen der Flüssigkeit. Die maximale Brüdengeschwindigkeit ist in den Rohren kurz vor dem Austritt erreicht.
Als Anhaltswerte für die Flüssigkeitsaufgabe kann maximal 0,3 l/(10−3 m · h) für niedrig viskose Flüssigkeiten bei Rohrdurchmessern bis 50 mm und 0,71/ (10−3 m · h) für hoch viskose Flüssigkeiten (< 1 Pa s) bei Rohrdurchmessern bis 80 mm genommen werden [3].
1.1.3 Anwendungsbeispiele für Eindampfer in der Lebensmittelindustrie
1.1.3.1 Fermentationsprodukte und Stärkequellwässer
Die bei der Zuckerherstellung anfallende Melasse dient als Ausgangsstoff für die Herstellung des weltweit am meisten produzierten Würzmittels Mononatriumglutamat. Verdampfer werden hierbei zur Konzentration der Fermentationsbrühen und zur Vorkonzentration der Glutaminsäure eingesetzt.
Bei der Verarbeitung von Mais, Kartoffeln und Reis fallen Quell- und Waschwässer an, die einen hohen Anteil wertvoller Nährstoffe enthalten. Zur Gewinnung dieser Nährstoffe werden die Wässer in Eindampfanlagen aufkonzentriert (Maisquellwasser auf 50% TS, Waschwässer aus der Weizenstärkeherstellung auf 20–30% TS und Kartoffelfruchtwasser auf 60 bis 70% TS).
1.1.3.2 Konzentrieren von Stärkeprodukten
Zur Herstellung von Stärkeverzuckerungsprodukten werden die Stärkemoleküle durch Hydrolyse, d. h. in wässriger Suspension unter katalytischer Wirkung von Säuren und Enzymen ganz oder teilweise in ihre Grundbausteine zerlegt (s. Abschnitt 7.3.4 Teil A). Es werden dabei Dünnsäfte unterschiedlicher Verzuckerungsgrade und Trockensubstanzen erzeugt, die gereinigt und von Fetten und Proteinen befreit in Eindampfanlagen (kombinierte Fallstrom-Zwangsumlaufverdamp-feranlage mit Vorverdampfer) aufkonzentriert werden. Die wesentlichen Produkte, die dabei verarbeitet werden, sind:
- Dextrose
reine D-Glucose, hydrolytisch nicht weiter spaltbar. - Glucosesirup (Stärkesirup)
enthält D-Glucose, Maltose, Isomaltose und höhermolekulare Zucker und entsteht durch vorzeitig unterbrochene Hydrolyse. Abbaugrade des Produkts liegen zwischen 20 und 65 DE. Mit dem DE-Wert (Dextrose-Einheiten) wird der Grad der Verzuckerung angegeben. Er bezeichnet den Gehalt an D-Glucose bezogen auf die gesamte Trockensubstanz.
- Maltodextrine
Stärkeabbauprodukt mit DE 3–20. - Maltosesirup
besteht aus ca. 72% Maltose, 18% Glucose, 10% Isomaltose und wird durch enzymatische Verzuckerung von Stärke verschiedener Herkunft hergestellt. - Isoglucosesirup
teilweise isomerisierter Glucosesaft. - D-Sorbitol
Reduktionsprodukt der D-Glucose (Ausgangsmaterial für die Vitamin C-Synthese). - D-Mannitol
Reduktionsprodukt der D-Glucose.
1.1.3.3 Konzentrieren von Milchprodukten
In der Milchindustrie haben sich vor allem Fallstromverdampfer mit mechanischer Brüdenkompression etabliert.
Die Verdampfer werden zur Aufkonzentrierung folgender Produkte eingesetzt:
- Vollmilch (ausgehend von 12–12,5 % TS)
für Pulverherstellung im Sprühtrockner auf 48–52% TS
für Joghurtherstellung auf 14–18% TS
für Kondensmilch mit 4, 7, 5, 10% Fett sowie
für Eiscreme, Schokoladeherstellung, etc. - Magermilch (ausgehend von 8–9% TS)
für die Pulverherstellung im Sprühtrockner auf 50–53% TS
für Joghurtherstellung auf 14–18%
sowie für Zwischenprodukte zur Weiterverarbeitung - Standardisierte Milch auf ~ 70–75% TS
für die Herstellung von gezuckerter Kondensmilch und weiterer Derivate - Sahne bis auf 40% TS
- Molke
für den Transport auf 30–32% TS zur weiterverarbeitenden Industrie
für die Trocknung im Sprühtrockner auf 48–50% TS
vorkristallisiert auf 56–60% TS für den Sprühtrockner.
sauer (z. B. Frischkäse, auf 5,0–6,0% TS)
sauer vorkristallisiert auf 54–56% TS zur Sprühtrocknung
süß und sauer zur Gewinnung von Milchzucker auf 58–60% TS
Blockmolke auf über 75% TS
sowie Aufkonzentrierung von Permeat und Retentat aus der Filtration und Mischungen aus Molke und Magermilch (evtl. + Fett) - Buttermilch auf ≈ 8% TS
süß auf 42–45% TS
sauer auf 30–32% TS.
neutralisiert (saure) auf 35–40% TS.
1.1.3.4 Konzentrieren von Genussmitteln (Kaffee, Tee)
Kaffeeextrakt wird vor dem Sprüh- oder Gefriertrocknen von 10–20% TS auf 35–40% TS in mehrstufigen Vakuumverdampfern aufkonzentriert [4]. Teeextrakt fällt mit einer Konzentration von 5–15% TS an und wird auf bis zu 30% TS eingedampft [5]. In beiden Fällen wird, ähnlich wie in Abbildung 1.2 dargestellt, das leichtflüchtige Aroma vor dem Aufkonzentrieren abgetrennt.
1.1.3.5 Fruchtsaftkonzentration
Obst- und Fruchtsäfte werden konzentriert, um Kosten und Energieaufwand für die Lagerhaltung (kleinere Lagertanks) und den Transport einzusparen (Reduktion des Gewichts und Volumens der Säfte auf einen Bruchteil), und um die Haltbarkeit zu verlängern.
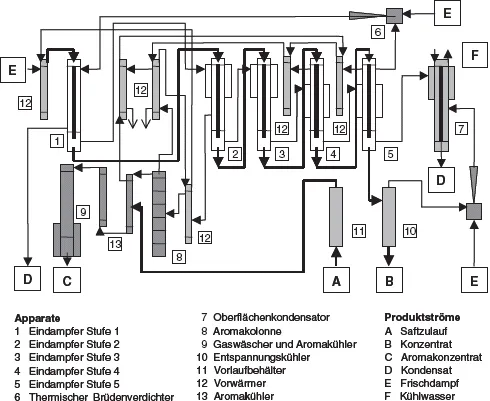
Für die Herstellung von Fruchtsaftkonzentrat werden Obst- und Fruchtsäfte aus Stein-, Kern- und Beerenobst (s. Abschnitt 8.4.4 Teil A) von ca. 11% TS auf ca. 72% TS oder Zitrussäfte von 10% TS auf 60–70% TS (Abb. 1.2) konzentriert. Dafür werden üblicherweise Eindampfanlagen eingesetzt.
Dem Dünnsaft werden vor oder während des Verdampfungsvorgangs leicht flüchtige Aromastoffe entzogen, die zurückgewonnen und dem Fruchtsaft später zur Verstärkung des typischen Fruchtgeschmacks wieder zugeführt werden.
1.1.3.6 Abwässer aus der Lebensmittelverarbeitung
Abwässer aus der Lebensmittelverarbeitung, die eingedampft werden, sind beispielsweise:
– Abwässer aus der Stärkeherstellung
– Schlempen (Melasse-, Kartoffel-, Obst-, Whiskyschlempen)
– Abwasser aus der Herstellung von Aminosäuren (Fermentationsindustrie)
Abbildung 1.2 Fünfstufige Fallstrom-Eindampferanlage für Orangensaft zur Konzentrierung von 9% TS auf 65% TS und Aromagewinnung.
– Fischpresswässer
– Kaffeeabwasser
– Hefeabwasser
– Gelatineabwasser
– Abwässer aus Fleischfabriken, Fettschmelzen
Sie werden üblicherweise mit Dünnschichteindampfern aufkonzentriert.
1.1.4 Dünnschichteindampfer
Für das Eindampfen auf hohe Feststoffkonzentrationen (Viskositäten 1–50 Pa s) reichen Schwerkraft und die durch die Brüdenströmung erzeugte Förderwirkung nicht aus. Für diese Aufgaben werden Verdampfer mit mechanischer oder Zentrifugalförderung eingesetzt, die Wärmedurchgangszahlen bis zu 8000 W/m2K erzielen. Mit Dünnschichteindampfern kann z. ...
Inhaltsverzeichnis
- Cover
- Title Page
- Copyright
- Vorwort
- A: Produkte und ihre Herstellung
- B: Beispiele produktübergreifender Verfahrenstechnik in der Lebensmittelindustrie
- Stichwortverzeichnis
Häufig gestellte Fragen
Ja, du kannst dein Abo jederzeit über den Tab Abo in deinen Kontoeinstellungen auf der Perlego-Website kündigen. Dein Abo bleibt bis zum Ende deines aktuellen Abrechnungszeitraums aktiv. Erfahre, wie du dein Abo kündigen kannst
Nein, Bücher können nicht als externe Dateien, z. B. PDFs, zur Verwendung außerhalb von Perlego heruntergeladen werden. Du kannst jedoch Bücher in der Perlego-App herunterladen, um sie offline auf deinem Smartphone oder Tablet zu lesen. Erfahre, wie du Bücher herunterladen kannst, um sie offline zu lesen
Perlego bietet zwei Abopläne an: Elementar und Erweitert
- Elementar ist ideal für Lernende und Profis, die sich mit einer Vielzahl von Themen beschäftigen möchten. Erhalte Zugang zur Basic-Bibliothek mit über 800.000 vertrauenswürdigen Titeln und Bestsellern in den Bereichen Wirtschaft, persönliche Weiterentwicklung und Geisteswissenschaften. Enthält unbegrenzte Lesezeit und die Standardstimme für die Funktion „Vorlesen“.
- Pro: Perfekt für fortgeschrittene Lernende und Forscher, die einen vollständigen, uneingeschränkten Zugang benötigen. Schalte über 1,4 Millionen Bücher zu Hunderten von Themen frei, darunter akademische und hochspezialisierte Titel. Das Pro-Abo umfasst auch erweiterte Funktionen wie Premium-Vorlesen und den Recherche-Assistenten.
Wir sind ein Online-Lehrbuch-Abo, bei dem du für weniger als den Preis eines einzelnen Buches pro Monat Zugang zu einer ganzen Online-Bibliothek erhältst. Mit über 1 Million Büchern zu über 990 verschiedenen Themen haben wir bestimmt alles, was du brauchst! Erfahre mehr über unsere Mission
Achte auf das Symbol zum Vorlesen bei deinem nächsten Buch, um zu sehen, ob du es dir auch anhören kannst. Bei diesem Tool wird dir Text laut vorgelesen, wobei der Text beim Vorlesen auch grafisch hervorgehoben wird. Du kannst das Vorlesen jederzeit anhalten, beschleunigen und verlangsamen. Erfahre mehr über die Funktion „Vorlesen“
Ja! Du kannst die Perlego-App sowohl auf iOS- als auch auf Android-Geräten nutzen, damit du jederzeit und überall lesen kannst – sogar offline. Perfekt für den Weg zur Arbeit oder wenn du unterwegs bist.
Bitte beachte, dass wir Geräte, auf denen die Betriebssysteme iOS 13 und Android 7 oder noch ältere Versionen ausgeführt werden, nicht unterstützen können. Mehr über die Verwendung der App erfahren
Bitte beachte, dass wir Geräte, auf denen die Betriebssysteme iOS 13 und Android 7 oder noch ältere Versionen ausgeführt werden, nicht unterstützen können. Mehr über die Verwendung der App erfahren
Ja, du hast Zugang zu Lebensmittelverfahrenstechnik von Heike P. Schuchmann,Harald Schuchmann im PDF- und/oder ePub-Format sowie zu anderen beliebten Büchern aus Technik & Maschinenbau & Lebensmittelwissenschaft. Aus unserem Katalog stehen dir über 1 Million Bücher zur Verfügung.