eBook - ePub
Handbook of Textile and Industrial Dyeing
Principles, Processes and Types of Dyes
M Clark
This is a test
- 680 pagine
- English
- ePUB (disponibile sull'app)
- Disponibile su iOS e Android
eBook - ePub
Handbook of Textile and Industrial Dyeing
Principles, Processes and Types of Dyes
M Clark
Dettagli del libro
Anteprima del libro
Indice dei contenuti
Citazioni
Informazioni sul libro
Dyeing is one of the most effective and popular methods used for colouring textiles and other materials. Dyes are employed in a variety of industries, from cosmetic production to the medical sector. The two volumes of the Handbook of textile and industrial dyeing provide a detailed review of the latest techniques and equipment used in the dyeing industry, as well as examining dyes and their application in a number of different industrial sectors.Volume 1 deals with the principles of dyeing and techniques used in the dyeing process, and looks at the different types of dyes currently available. Part one begins with a general introduction to dyeing, which is followed by chapters that examine various aspects of the dyeing process, from the pre-treatment of textiles to the machinery employed. Chapters in part two then review the main types of dyes used today, including disperse dyes, acid dyes, fluorescent dyes, and many others for a diverse range of applications.With its distinguished editor and contributions from some of the world's leading authorities, the Handbook of textile and industrial dyeing is an essential reference for designers, colour technologists and product developers working in a variety of sectors, and will also be suitable for academic use.
- Examines dyeing and its application in a number of different industrial sectors
- Deals with the principles of dyeing and techniques used in the dyeing process, as well as types of dyes currently available
- Chapters review various dye types right through to modelling and predicting dye properties and the chemistry of dyeing
Domande frequenti
Come faccio ad annullare l'abbonamento?
È semplicissimo: basta accedere alla sezione Account nelle Impostazioni e cliccare su "Annulla abbonamento". Dopo la cancellazione, l'abbonamento rimarrà attivo per il periodo rimanente già pagato. Per maggiori informazioni, clicca qui
È possibile scaricare libri? Se sì, come?
Al momento è possibile scaricare tramite l'app tutti i nostri libri ePub mobile-friendly. Anche la maggior parte dei nostri PDF è scaricabile e stiamo lavorando per rendere disponibile quanto prima il download di tutti gli altri file. Per maggiori informazioni, clicca qui
Che differenza c'è tra i piani?
Entrambi i piani ti danno accesso illimitato alla libreria e a tutte le funzionalità di Perlego. Le uniche differenze sono il prezzo e il periodo di abbonamento: con il piano annuale risparmierai circa il 30% rispetto a 12 rate con quello mensile.
Cos'è Perlego?
Perlego è un servizio di abbonamento a testi accademici, che ti permette di accedere a un'intera libreria online a un prezzo inferiore rispetto a quello che pagheresti per acquistare un singolo libro al mese. Con oltre 1 milione di testi suddivisi in più di 1.000 categorie, troverai sicuramente ciò che fa per te! Per maggiori informazioni, clicca qui.
Perlego supporta la sintesi vocale?
Cerca l'icona Sintesi vocale nel prossimo libro che leggerai per verificare se è possibile riprodurre l'audio. Questo strumento permette di leggere il testo a voce alta, evidenziandolo man mano che la lettura procede. Puoi aumentare o diminuire la velocità della sintesi vocale, oppure sospendere la riproduzione. Per maggiori informazioni, clicca qui.
Handbook of Textile and Industrial Dyeing è disponibile online in formato PDF/ePub?
Sì, puoi accedere a Handbook of Textile and Industrial Dyeing di M Clark in formato PDF e/o ePub, così come ad altri libri molto apprezzati nelle sezioni relative a Technik & Maschinenbau e Maschinen- und Anlagebau. Scopri oltre 1 milione di libri disponibili nel nostro catalogo.
Informazioni
Argomento
Technik & MaschinenbauCategoria
Maschinen- und AnlagebauPart I
General aspects of dyeing
1
Fundamental principles of dyeing
M. Clark, University of Leeds, UK
1.1 Introduction
The human race has been interested in colouring materials since prehistoric times typified by the application of natural dyes for furs and textiles. These early dyes were mainly of vegetable origin, with some also of animal origin. Developments extending over many thousands of years led to rather complicated dyeing processes being produced. Among these were woad (natural indigo) which was obtained from the plant Indigofera tinctoria, Tyrian purple which was extracted from the gland of a purple snail and developed by the Phoenicians and Alizarine which was obtained from madder Campeachi wood extract.
The use of picric acid, obtained by Wolfe in 1771 by treating indigo with nitric acid, was subsequently used for dyeing silk yellow, but did not gain any significant attention. In 1856, William H. Perkin succeeded in obtaining a dye he called Mauvine. This was achieved by oxidation of a mixture of aniline bases to produce a violet cationic dye. The brilliant violet hue on silk attracted immediate attention and stimulated other chemists to carry out similar experiments. In this way similar discoveries were achieved; in 1859 Verguin discovered fuchsine, while Griess discovered diazo compounds which led to the development of the currently large class of synthetic dyes, namely the azo compounds. The first true azo dye, Bismark Brown, was developed by Martius in 1863.1
This chapter discusses the principles of dyeing in a general manner, the classification of dyes highlighting specific examples of dye classes. The following chapters will present considerably more detailed discussions regarding textile and industrial dyeing with reference to principles, processes and types of dyes.
1.2 Principles of dyeing
The objective of dyeing is to produce uniform colouration of a substrate usually to match a pre-selected colour. The colour should be uniform throughout the substrate and be of a solid shade with no unlevelness or change in shade over the whole substrate. There are many factors that will influence the appearance of the final shade, including: texture of the substrate, construction of the substrate (both chemical and physical), pre-treatments applied to the substrate prior to dyeing and post-treatments applied after the dyeing process. The application of colour can be achieved by a number of methods, but the most common three methods are exhaust dyeing (batch), continuous (padding) and printing.
1.3 Exhaust dyeing
In exhaust dyeing the dye, which is wholly or partially soluble in the dyebath, is transported to the fibre surface by the motion of the dye liquor or by motion of the substrate being dyed. The dye is adsorbed onto the fibre surface and ideally diffuses into the whole of the fibre. Depending upon the dye being used, the interactions between the dye and the fibre can be either chemical or physical. Exhaust dyeing is usually conducted using dilute solutions of dyes, normally termed long liquor dyeing, and can involve liquor to substrate ratios from 8:1 up to 30:1. As described above there are two main phases to exhaust dyeing, the adsorption phase and the diffusion phase. Most exhaust dyeing involves a temperature gradient whereby the dyeing is commenced at a fairly ambient temperature (30–40°C) with the temperature being increased slowly up to a final temperature which is dependent upon the dyes being used (Fig. 1.1).
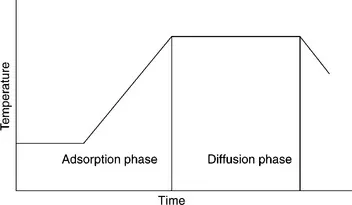
1.1 Typical dyeing profile.
Depending upon the dyes being used, during the diffusion phase, changes to the dyebath pH may be made to facilitate covalent fixation of the dye which has diffused into the substrate.
Exhaust dyeing recipes, including auxiliaries together with the dyes, are traditionally made up by percent weight relative to the weight of substrate being dyed. The auxiliaries are introduced first into the dyebath and allowed to circulate to enable uniform concentration throughout the dyebath and on the substrate surface. The dyes are then introduced into the dyebath and again allowed to circulate before the temperature is raised in order to obtain a uniform concentration throughout the dyebath. Gaining uniform concentrations of both auxiliaries and dyes is paramount since non-uniform concentrations on the substrate surface can lead to unlevel dye uptake. The speed of dye uptake (exhaustion) of individual dyes can vary and will depend upon their chemical and physical properties together with the type and construction of substrate being dyed. The dyeing rate also depends upon the dye concentration, the liquor ratio, temperature of the dyebath and the influence of the dyeing auxiliaries. Rapid exhaustion rates lead to unlevelness of dye distribution over the substrate surface, so dyes have to be carefully selected when used in multi-dye recipes; many dye manufacturers produce information stating which dyes from their ranges are compatible to achieve level build-up of dye during dyeing. Dyers wish to achieve the highest exhaustion possible to minimise dye remaining in the effluent and increase batch to batch reproducibility, whilst still obtaining the shade required by the customer. The dyeing process will eventually end in equilibrium, whereby the dye concentration in the fibre and the dyebath do not change significantly. It is envisaged that dye adsorbed onto the substrate surface has diffused into the whole of the substrate resulting in a uniform shade required by the customer and that there is only a small concentration of dye left in the dyebath. This is where the final shade of the substrate is checked against the standard. If there is any deviation from the required shade, small additions of dye may be made to the dyebath to achieve the required shade.
Dyers wish to achieve the correct shade the first time of dyeing in order to minimise further processing and reduce costs. In order to do this uniform dyeing rates and high exhaustion rates of dyes are required. To achieve short dyeing cycles, thereby maximising production, most modern dyeing equipment is enclosed ensuring that the dyebath is maintained at the required temperature and that there are no temperature variations within the dyebath. Some dyeing machines can be pressurised enabling the dye liquor to be heated to 130°C allowing substrates, such as polyester...
Indice dei contenuti
- Cover image
- Title page
- Table of Contents
- Copyright
- Contributor contact details
- Woodhead Publishing Series in Textiles
- Part I: General aspects of dyeing
- Part II: Dye types and processes
- Index
Stili delle citazioni per Handbook of Textile and Industrial Dyeing
APA 6 Citation
[author missing]. (2011). Handbook of Textile and Industrial Dyeing ([edition unavailable]). Elsevier Science. Retrieved from https://www.perlego.com/book/1832373/handbook-of-textile-and-industrial-dyeing-principles-processes-and-types-of-dyes-pdf (Original work published 2011)
Chicago Citation
[author missing]. (2011) 2011. Handbook of Textile and Industrial Dyeing. [Edition unavailable]. Elsevier Science. https://www.perlego.com/book/1832373/handbook-of-textile-and-industrial-dyeing-principles-processes-and-types-of-dyes-pdf.
Harvard Citation
[author missing] (2011) Handbook of Textile and Industrial Dyeing. [edition unavailable]. Elsevier Science. Available at: https://www.perlego.com/book/1832373/handbook-of-textile-and-industrial-dyeing-principles-processes-and-types-of-dyes-pdf (Accessed: 15 October 2022).
MLA 7 Citation
[author missing]. Handbook of Textile and Industrial Dyeing. [edition unavailable]. Elsevier Science, 2011. Web. 15 Oct. 2022.