eBook - ePub
Micro-Manufacturing
Design and Manufacturing of Micro-Products
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
Micro-Manufacturing
Design and Manufacturing of Micro-Products
About this book
This book is the first of its kind to collectively address design-based and mechanical micro-manufacturing topics in one place. It focuses on design and materials selection, as well as the manufacturing of micro-products using mechanical-based micro-manufacturing process technologies. After addressing the fundamentals and non-metallic-based micro-manufacturing processes in the semiconductor industry, it goes on to address specific metallic-based micro-manufacturing processes, such as: micro-forming, micro-machining, micro-molding, micro-laser processing, micro-layered manufacturing, micro-joining, micro-assembly and materials handling, and microEDM and ECM. The book provides an in-depth understanding of materials behavior at micro-scales and under different micro-scale processing conditions, while also including a wide variety of emerging micro-scale manufacturing issues and examples.
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Chapter 1
Fundamentals of Micro-manufacturing
1.1 Introduction
During the last decade, there has been a continuing trend of compact, integrated and smaller products such as (i) consumer electronics—cell phones, PDAs (personal digital assistant), etc.; (ii) micro- and distributed power generators, turbines, fuel cells, heat exchangers (1, 2, 3, 4); (iii) micro-components/features for medical screening and diagnostic chips, controlled drug delivery and cell therapy devices, biochemical sensors, Lab-on-chip systems, stents, etc. (5, 6, 7, 8); (iv) micro-aerial vehicles (MAV) and micro-robots (9, 10, 11, 12); and (v) sensor and actuators (13, 14) (Fig. 1.1). This trend requires miniaturization of components from meso- to micro-levels. Currently, micro-electromechanical systems (MEMS), mostly limited to silicon, are widely researched and used for miniaturized systems and components using layered manufacturing techniques such as etching, photolithography, and electrochemical deposition (15, 16). Such techniques are heavily dependent on technologies and processes originally developed for micro-electronics manufacturing. However, MEMS have some limitations and drawbacks in terms of (i) material types (limited to silicon in combination with sputtered and etched thin metallic coatings), (ii) component geometries (limited to 2D and 2.5D), (iii) performance requirements (i.e., types of mechanical motions that can be realized, durability, and strength), and (iv) cost (due to slow and sequential nature of processes that are not amenable to mass production).
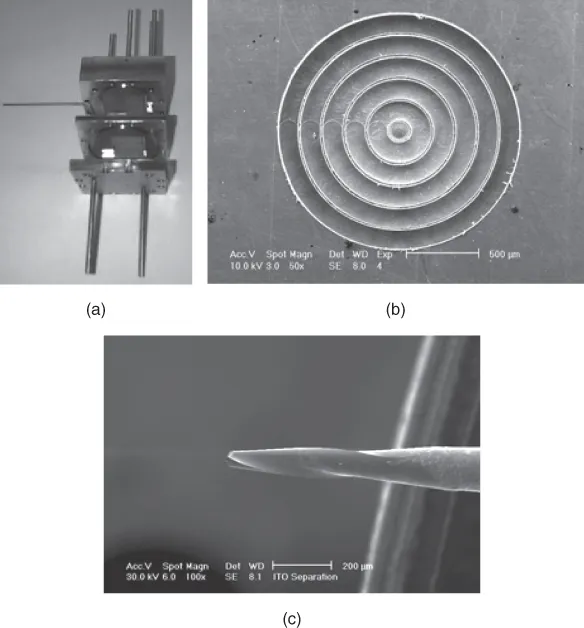
Figure 1.1 (a) Micro-channel chemical reactor, components are manufactured by laser micro-machining (20); (b) pattern of concentric 127 μm channels of varying depth up to 125 μm cut into a brass workpiece; (c) SEM photograph of the front view of the 127 μm diameter two-flute end mill (21).
These issues lead the way for researchers to seek alternative ways of producing 3D micro-components with desired durability, strength, surface finish, and cost levels using metallic alloys and composites. Micro-machining processes have been widely used and researched for this purpose (15, 16, 17). For instance, the laser micro-machining is used to fabricate micro-structures (channels, holes, patterns) as small as 5 μm in plastics, metals, semiconductors, glasses, and ceramics. Aspect ratios of 10:1 are claimed to be possible with this process. As a result, micro-scale heat exchangers, micro-membranes, micro-chemical-sensors and micro-scale molds can be fabricated with micro-machining. However, these processes are not appropriate for high-volume-low-cost applications (18, 19). Figure 1.2 depicts representative parts and features manufactured using mechanical micro-machining process.
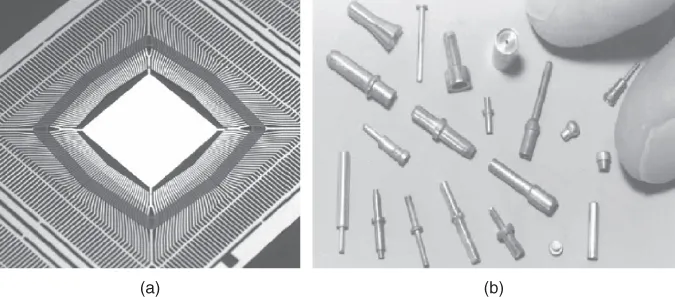
Figure 1.2 (a) lead frame (pitch 300 μm) blanks stamped for electronic connectors (19); (b) Sample micro-extruded/forged parts.
As an alternative, micro-forming (micro-extrusion, micro-embossing, micro-stamping, micro-forging, etc.) processes have been considered and researched as a prominent processing method because of their potential capabilities to produce a large volume of components cost-effectively (19, 22, 23, 24, 25). Examples of micro-extruded parts are shown in Fig. 1.2. Micro-forming poses some difficulties because of the size and frictional effects associated with material forming processing. For micro-components in the ranges of interest (0.1–5 mm), the surface area/volume ratio is large, and surface forces play important roles. As the ratio of feature size to grain size becomes smaller, deformation characteristics change abruptly with large variations in the response of material (26). Thus, new concepts are needed to extend forming processes to micro-levels. Early research attempts indicate that micro-forming is feasible but fundamental understanding of material, deformation, and tribological behavior in micro-/meso-scale is necessary for successful industrialization of micro-forming (24, 27).
The development of novel methods and use of alternative instruments for accurate and cost-effective measurement of material properties are needed in micro-forming process and tool and product design. As is well known, both solids and fluids exhibit different properties at the micro-scopic scale. As the size scale is reduced, surface and size effects begin to dominate material response and behavior. Consequently, material properties obtained on regular scale specimens are no longer valid for accurate analysis and further design. Mechanical, tribological, and deformation properties deviate from bulk values as the characteristic size of the micro-components approaches the size scale of a micro-structure, such as the grain size in polycrystalline materials (22, 27). The ultimate challenge and the fundamental underlying barrier in the advancement of micro-forming processes are to be able to characterize these properties at the micro-scale in an accurate and reasonably cost-effective manner.
1.2 Micro-forming (Micro-scale Deformation Processes)
Micro-forming is defined as the production of metallic parts by forming with at least two part dimensions in the submillimeter range (27). When a forming process is scaled down from the conventional scale to the submillimeter range, some aspects of the workpiece such as the micro-structure and the surface topology, remain unchanged. This causes the ratio between the dimensions of the part and parameters of the micro-structure or surface to change, and is commonly referred to as the size effects.
The trend toward further miniaturization—in particular, in the field of electronics, consumer products, energy generation and storage, medical devices, and micro-systems technology (MST)—will persist as long as consumers still seek for compact devices with heavily integrated functions. Metal forming processes are well known for their high production rate, minimized material waste, near-net-shapes, excellent mechanical properties, and close tolerances. These advantages make metal forming suitable for manufacturing of micro-features, especially where a high-volume-low-cost production is desired (19, 28). However, the well-established metal forming technology at the macro-scale cannot be simply applied in the micro-levels due to the so-called “size effects” on the material behavior. At the micro-level, the processes are characterized by only a few grains located in the deformed area; thus, the material can no longer be considered as a homogeneous continuum. Instead, the material flow is controlled by individual grains, that is, by their size and orientation (29). As a result, conventional material properties are no longer valid for accurate analysis at this level. Furthermore, the deformation mechanism changes abruptly with large variations in the response of material as the ratio of grain size to the feature size decreases. Surface interaction and friction force become more prominent as the ratio of the surface area to volume increases (26, 28). These issues have been investigated to better understand, define, and model the “size effects.” Additional size effects concerning the forming process are forming forces, spring-back, friction, and scatter of the results.
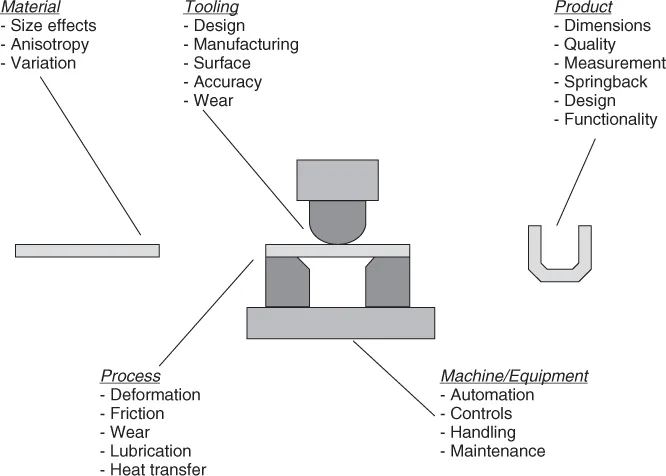
A micro-forming system comprises five major elements: material, process, tooling, machine/equipment, and product as illustrated in Fig. 1.3. The size effect is a dominant factor in design, selection, operation, and maintenance of all these elements. For example, a major problem in micro-forming lies in the design and manufacturing of the tools (i.e., dies, inserts, and molds). Small and complex geometries needed for the tools are difficult to achieve, especially when close tolerances and good surface quality are desired. Special tool manufacturing techniques are required to overcome these difficulties. Carefully selected tool material and simple shaped/modular tools can help reduce the cost of tool making and the degree of difficulty regarding the tool manufacturing, and increase tool life.
Figure 1.3 Micro-forming system.
A vital challenge for micro-machine and equipment is the required precision at a high-speed production. In general, positioning of the micro-parts during the production process requires an accuracy of a few micrometers to submicrometers depending on the part type and ultimate use. In addition, as the part size is extremely small and the part weight is too low, handling and holding of micro-parts becomes very difficult due to adhesive forces (van der Waals, electrostatic, and surface tension). Therefore, special handling and work holding equipment need to be developed to overcome these difficulties in placing, positioning, and assembling the micro-parts. Also, clearance or backlash, between a die and a punch that could be negligible at the conventional scale, can be a problem when the total required stroke to form the micro-part and clearance lies in the range of a few hundred micrometers (27). Another challenge concerns the accurate measurement, inspection, and monitoring system of the process and dimensional parameters during and after the forming process. Automation systems for the micro-manufacturing are another issue that will eventually need to be studied and improved for the high-volume-low-cost production process.
1.2.1 Size Effects in Micro-forming Processes
For the accurate analysis and design of micro-forming processes, proper modeling of the material behavior at the micro-/meso-scale is necessary by considering the size effects. Two size effects are known to exist in metallic materials. One is the “grain size” effect and the other is the “feature/specimen size” effect (see Figure 1.4). The former is generally represented by the Hall–Petch law, which states that the material strengthens as the grain size decreases. The latter is observed when the miniaturization of ...
Table of contents
- Cover
- Title Page
- Copyright
- Foreword
- Contributors
- Chapter 1: Fundamentals of Micro-manufacturing
- Chapter 2: Micro-Fabrication Processes in Semiconductor Industry
- Chapter 3: Modeling and Analysis at Micro-scales
- Chapter 4: Metrology, Inspection, and Process Control in Micro-scales
- Chapter 5: Micro-Layered Manufacturing
- Chapter 6: Micro-laser Processing
- Chapter 7: Polymer Micro-molding/Forming Processes
- Chapter 8: Mechanical Micro-machining
- Chapter 9: Micro-forming
- Chapter 10: Micro-Electro Discharge Machining (μEDM)
- Chapter 11: Metal Injection Molding at Micro-Scales (μMIM)
- Bplates
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Micro-Manufacturing by Muammer Koç, Tugrul Özel, Muammer Koc,Tugrul Özel,Muammer Koç, Muammer Koc, Tugrul Özel in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Materials Science. We have over 1.5 million books available in our catalogue for you to explore.