1
General Introduction and Need of Friction Based Additive Manufacturing Techniques
Foreword
People tend to doubt the effectiveness and working of friction based additive manufacturing technologies (FATs) when they hear about them for the first time. The usual reactions that are encountered include “Do these processes work?” “How do they work?” “What are the prerequisites of FATs?” “Do these processes involve complex procedures?” The present book is a sincere endeavor by the authors to answer these research queries. Actually, these processes are very simple in operation and produce impressive results in terms of improved microstructures as well as enhanced mechanical and structural properties. Observing the working of these processes is quite intriguing, where there is a rotational component in the form of a consumable/nonconsumable rod/part and a consumable/nonconsumable metallic tool. The joining of two metallic rods/surfaces, the deposition of consumable rod over substrate, the joining of parts via a nonconsumable rotating tool without fusion, and the deposition of material through a hollow tool have the ability to capture technical inquisitiveness and attract anyone. The realization of additive manufacturing of three-dimensional (3D) parts via these techniques is also quite interesting. During these processes, there are no fumes, melting, or emanation of affluent lines, hazardous gases, or radiation. Noise during these processes is also low. This leads people to normally disbelieve or underestimate the capabilities of these innovative techniques and makes it hard to assimilate the fact that these processes can fabricate 3D components easily in shorter cycle times and with enhanced properties as compared to base metals. In general, these techniques utilize principles of friction based processes to build a 3D part through layer by layer additive manufacturing. Some of these processes are old, however, their AM versions are quite recently developed.
The primary objective of this book is to articulate the process principles of different FATs. This includes description of process parameters involved and their effect upon process efficiency, fabricated part characteristics, general features, and process-specific limitations, done in a simple, logical, and concise way. As these processes are new and evolving, based on current knowledge of these techniques and available literature, applications of these techniques in different sectors are described. Toward the end, a brief conclusion of these techniques is presented, followed by discussion on their future prospects.
1.1Introduction
The consistent need to reduce weight in the aerospace, marine, and automobile sectors has always been an area of key interest among researchers. In recent times, utilizing lightweight materials has been found to enhance the performance of components in such applications. For example, there is an approximate annual reduction of hundreds of gallons of fuel usage in air carriers and carbon dioxide emission using lightweight materials [1,2]. In today’s technical scenarios, optimal fabrication of such lightweight components with improved properties using a suitable process is a key focus of research. Moreover, the ease with which complex shaped components can be fabricated is useful in improving the effectiveness and efficiency of any process used to produce high-end components for specific applications. One of the most suitable techniques for fulfilling such a need is additive manufacturing.
AM is an advanced and highly established three-decade-old technology for fabrication of various complex shaped parts with little effort as compared to conventional manufacturing techniques. Apart from being used for the 3Fs, that is, form, fit, and functional applications, AM techniques are applied to process chains for minimizing cost and time requirements. AM refers to a class of manufacturing where three-dimensional parts are fabricated via 2.5 dimensional layer additions directly from CAD designs by utilizing different strategies. These techniques require minimal human intervention and are appreciably economical. In addition to these benefits, several comprehensive studies have also established that wastage in using AM techniques is appreciably less and they are more environmentally friendly as compared to conventional processes.
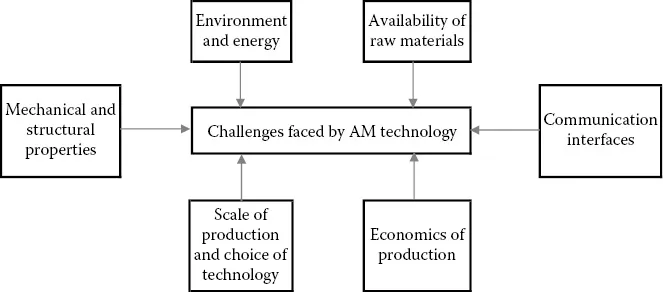
Despite the manifold advantages of AM techniques, they suffer from some inherent technical limitations and challenges, as illustrated in Figure 1.1. Lots of research is in progress to address these challenges.
Figure 1.1
Challenges faced by AM technology. (Adapted from Srivastava, M. et al. Design and processing of functionally graded material: Review and current status of research, in 7th International Conference on 3D Printing & Additive Manufacturing Technologies- AM 2017, Global Summit 2017, Bengaluru, India.) [3]
AM is currently used for both metallic and nonmetallic raw materials. A huge quantum of research has been accomplished on nonmetallic materials as compared to metals. Metal-based additive manufacturing (MAM) is still in its development stage. MAM has been developed for only a few metals, and poor lateral strength is a serious issue even in them [4,5]. Parts manufactured using MAM possess the inherent disadvantage of anisotropy and low transverse strength, chiefly owing to accompanying liquidus-solidus phase transformations. This renders the parts unsuitable for structural applications, thereby putting restrictions on utilization of structural parts manufactured using MAM [6,7]. Popular MAM techniques like electron beam melting, selective laser melting, and so on are highly cost intensive, too. In order to fulfill demands from various sectors like aerospace, automotive, and tooling, the focus of AM research has shifted toward the development of processes/methods for AM of metallic components. Any improvements in MAM technology to troubleshoot the inherent fabrication problems mentioned in the foregoing text will have a huge significance in improving the usage of such a game-changing process. Thus, there is a strong need for a process that can utilize the fast development time and ease of fabrication of AM and also simultaneously address the anisotropy-related issues of the metallic components. In line with concerns raised above, numerous studies have been carried out to alleviate these limitations. One feasible solution is the incorporation of solid-state friction based approaches into AM. These processes are hybrid in nature and work on the layer-by-layer principle along with friction based joining. There are different innovative approaches to friction based additive techniques (FATs) and can basically be categorized into seven types: rotary friction welding (RFW), linear friction welding (LFW), friction deposition (FD), friction surfacing (FS), friction stir additive manufacturing (FSAM), friction assisted (lap) seam welding (FASW), and additive friction stir (AFS) [8–15]. All of these techniques are basically variants of friction welding. The friction joining of materials in these processes may take place directly or indirectly. In RFW and LFW, direct friction welding takes place wherein the addition of material occurs in the form of joining of two surfaces (rod forms in RFW and rectangular or other shapes in LFW). For the realization of 3D parts, joined parts are machined into sliced contours using CNC machining, and these steps are repeated until a desired build height is achieved. In FD and FS, deposition of material takes place from a consumable rod rotating against the substrate. In FSAM, FASW, and AFS, addition of material is accomplished following the principles of the friction stir welding (FSW) process, which is also a variant of friction welding.
1.2Need for Friction Based Additive Manufacturing Techniques
The ability of MAM techniques to be used for the fabrication of intricate parts has led to AM being considered an option for replacing parts fabricated via conventional manufacturing, especially in the aviation, prosthesis, biomedical, automotive, and marine sectors. Several MAM techniques are in practice that generally utilize powder and a metal wire or sheet as feedstock material for their consolidation into dense metallic components by application of suitable energy sources like electron beam, laser, electric arc, ultrasonic vibration, and so on [16]. These techniques can be categorized into four main heads (as per ASTM standard terminology for AM techniques [17]): processes based on powder bed fusion like electron beam melting, selective laser sintering, and so on;...