- 256 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
Control of Microstructures and Properties in Steel Arc Welds
About this book
Control of Microstructures and Properties in Steel Arc Welds provides an overview of the most recent developments in welding metallurgy. Topics discussed include common welding processes, the thermal cycle during welding, defects that may occur during the welding process, the metallurgy of the material, metallurgical processes in the heat-affected zone and the fused metal, and the relationship between microstructures and mechanical properties. The book's final chapter presents examples of welded joints, illustrating how modern theories are capable of predicting the microstructure and properties of these joints. This book is an excellent resource for welding engineers, metallurgists, materials scientists, and others interested in the subject.
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Subtopic
Materials ScienceChapter 1
Arc Welding Processes
1.1. General
The purpose of this chapter is to describe the most common arc welding processes, concentrating mainly on aspects important for metallurgical behavior. Broadly speaking, there are three different groups of arc welding processes:
- Shielded metal arc welding (SMAW), often also called manual metal arc welding (MMA)
- Gas-shielded arc welding, including gas-metal arc welding (GMAW) using both solid and cored wires as well as gas-tungsten arc welding (GTAW)
- Submerged arc welding (SAW)
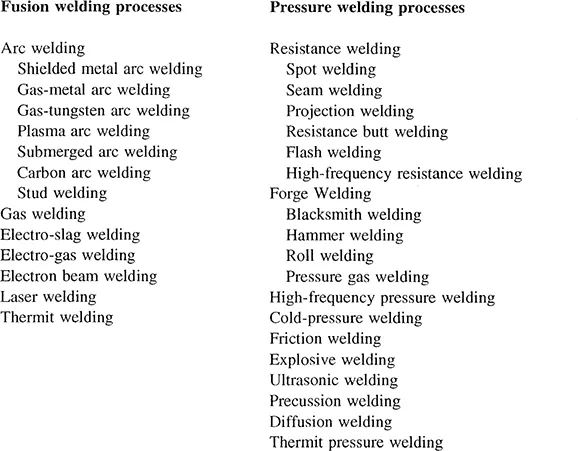
There are a large number of other welding processes not dealt with in this book. However, for the sake of completeness, these are listed in Table 1.1. Some of these processes may be of very significant industrial interest, such as spot welding for the automotive industry, while others have a very limited use, such as electron beam welding, e.g., for aerospace applications.
The description of the three groups of processes above consists of a brief review of the engineering aspects followed by an explanation of how consumables for the various processes are designed. We begin, however, with a review of the fundamental concepts to set the scene.
1.2. General Concepts
All arc welding systems have the same general configuration: a power source, necessary for generating the arc between the electrode and the workpiece. To protect the molten weld metal from the air, a shielding system is used, which can vary in complexity and activity.
An arc is created in the gap between the electrode and the workpiece. A plasma, consisting of ionized atoms and free electrons, is formed by the arc. The arc is extremely hot, with temperatures around 10,000°C in the core. The electrode is heated by resistance heating from the current passing through it and by the arc. The heat generated is carried in the plasma to the workpiece, causing parts of the workpiece to melt. The forces in the plasma also provide possibilities for melted drops from the electrode to be transported to the workpiece. Welding must be made in many positions, such as horizontal, vertical, or overhead, so the plasma forces can even overcome the force of gravity.
A weld pool is thus created, in which molten material from the workpiece is mixed with the liquid drops from the filler material. The degree of mixing between the electrode material and the base metal is called dilution. The electric current flows through the workpiece to earth and back into the power source, completing the closed circuit. The heat generated is dissipated, both through radiation to the surrounding air and by heat diffusion through the workpiece, the latter being the main heat flow path. This general description does not apply to gas-tungsten arc (GTA) welding because the electrode is made of tungsten or a tungsten alloy and does not reach its melting point and, consequently, does not enter the weld pool. GTA welds can, thus, take two forms:
TABLE 1.1
Common Welding Processes
Common Welding Processes
- Autogenous, in which the weld pool is formed by simply melting a part of the workpiece
- A weld in which filler material is added separately
A more precise description of the nomenclature is as follows (see Figure 1.1). The electrode is the current-carrying part of the setup. The material added to the weld pool is called a consumable or a filler metal. The two workpieces to be joined constitute the base material. After the welding is finished, the two base materials are in fact so well bonded by the weld metal that they are regarded as one structural unit. In the zone of the base material closest to the weld metal, the heat from the fusion process can cause transformations. This zone is of significant importance from metallurgical, mechanical, and corrosion properties points of view and it is commonly called the heat-affected zone (HAZ).
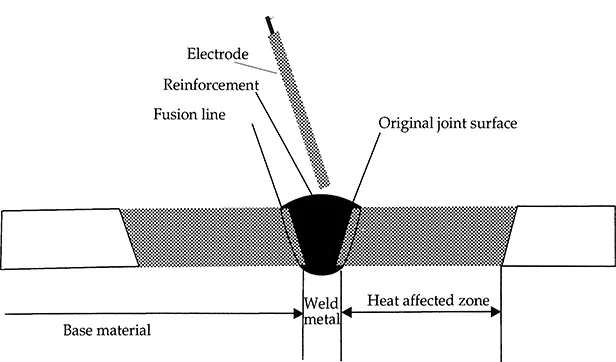
FIGURE 1.1. Definition of the most common terms for the description of welded joints.
The edge surfaces of the two pieces of material to be joined together are prepared in a manner suitable for welding. Some common types of joint preparations for steels are shown in Figure 1.2. Naturally, there is an almost unlimited number of such preparations and only the principal configurations are shown. The most common welds are butt welds, where the plates to be joined are approximately in same plane, and fillet welds, where the surfaces of the plates are approximately at right angles to each other. However, fillet welds are usually made without edge preparation, while if plates in T-joints are made with edge-prepared plates, these are also called butt joints (see Figure 1.2).
The voltages used for these types of arc processes are usually fairly low (13 to 40 V, with the lower voltages typical for self-shielded cored wires). The currents can vary greatly, typically from 100 A for a small-diameter stick electrode to approximately 1000 A for a coarse, submerged arc wire. It is actually better to compare current densities of different processes because the effect of the size of the electrode is then eliminated.
The product
where U is the voltage and I the current is defined as the heat input. The most common parameter used is the heat input rate, q′/v, where v is the welding speed. As will be seen later, in most equations of heat flow, the quantity q′/v appears. The heat input rate is given in kilojoules per millimeter (kilojoules per inch) and typically varies from 1 kJ/mm (25 kJ/in.) up to 8 kJ/mm (150 kJ/in.).
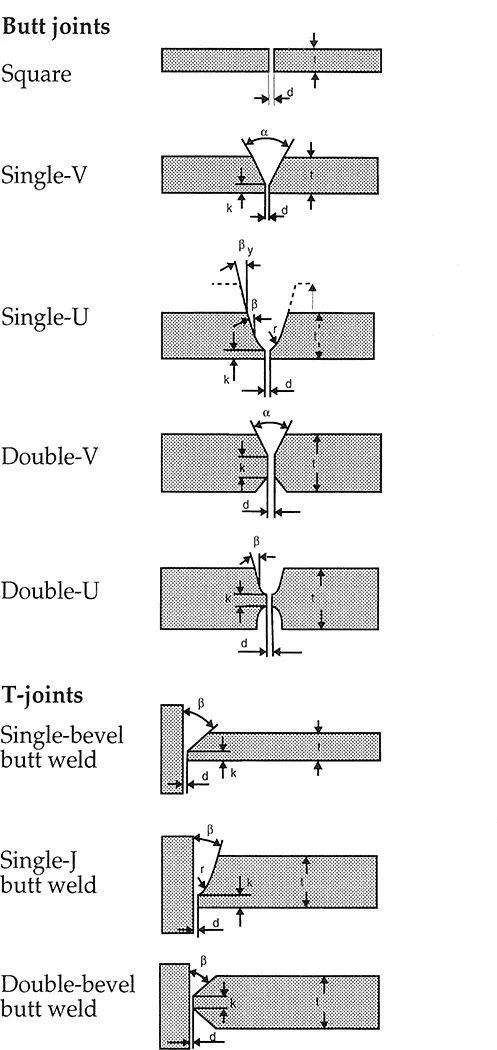
FIGURE 1.2. Common types of joint preparations for steels. (From Lundquist, B., Sandviken Welding Handbook, Sandvik Steel AB, Sandviken, Sweden, 1977. With permission.)
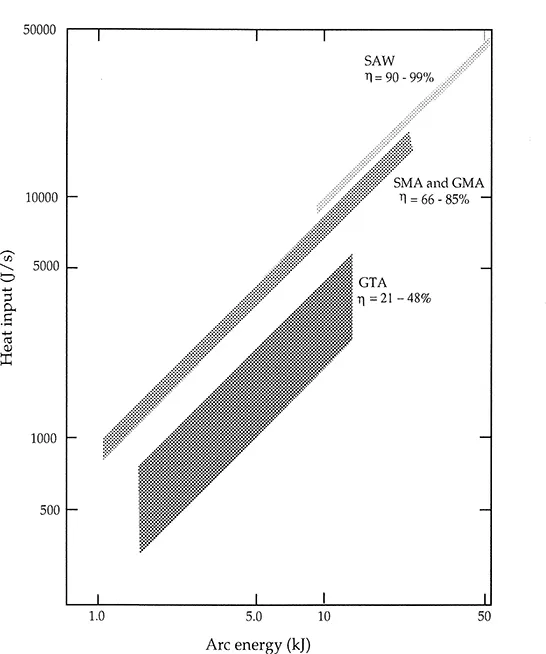
FIGURE 1.3. The arc efficiency of different processes. (From Christensen, N., v de Davies, L., and Gjermundsen, K., Br. Weld. J., 12, 54, 1965. With permission.)
Proper treatment of this concept must also, however, take into account the so-called “thermal efficiency” (η) of each process. This describes the fraction of the energy generated that actually goes into the weld pool. The rest of the energy is lost, for example, in radiation or heating of the shielding gas. During so-called “short-arc welding” (which will be explained further later) hardly any energy is generated during the short-circuiting period of the current. This leads to a reduction of the total heat input by a few percent. The arc efficiency has been investigated in detail by Christensen et al.1 and their findings have been supported by later investigations. The data are shown in Figure 1.3. The thermal efficiency of the submerged arc method is close to unity over a range of heat inputs, while for GTAW it is much lower (0.2 to 0.5), and for GMAW and SMAW it is in between (0.7 to 0.9). In practice, the thermal efficiency is often assumed to be unity, e.g., when the heat input is calculated. When comparing different processes, it is necessary to include the thermal efficiency.
The corrected expression for the heat input is then given by
Preheating the base material prior to welding is sometimes necessary in order to reduce the cooling rate and hence avoid cracking after welding. Preheating is usually carried out by gas burners directed at the workpiece, although electrical heating is also common. The preheat temperatures are in the range 50 to 2...
Table of contents
- Cover
- Half Title
- Title Page
- Copyright Page
- Table of Contents
- Chapter 1 Arc Welding Processes
- Chapter 2 Metallurgy of the Base Material
- Chapter 3 The Heat-Affected Zone
- Chapter 4 The Weld Metal
- Chapter 5 Relation Between Microstructure and Mechanical Properties
- Chapter 6 Control of Microstructure and Properties
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Control of Microstructures and Properties in Steel Arc Welds by Lars-Erik Svensson in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Materials Science. We have over 1.5 million books available in our catalogue for you to explore.