![]()
1
Machining Processes
1.1 INTRODUCTION
Many manufactured products require machining at some stage of their production sequence. Machining is the removal of unwanted materials (machining allowance) from the workpiece so as to obtain a finished product of the desired size, shape, and surface quality. Generally, machining ranges from relatively rough cleaning of castings to high-precision micromachining of mechanical components that require narrow tolerances.
The removal of the machining allowance through cutting techniques was first adopted using simple handheld tools made from bone, stick, or stone that were replaced by bronze or iron. Water, steam, and, later, electricity were used to drive such tools in the power-driven metal-cutting machines (machine tools). The development of new tool materials opened a new era to the machining industry where machine tool development took place. Nontraditional machining techniques offered alternative methods for machining parts of complex shapes in harder, stronger, and tougher materials that were difficult to cut by the traditional methods.
Machining is characterized by its versatility and capability of achieving the highest accuracy and surface quality in the most economic way. The versatility of machining processes can be attributed to many factors, some of which are
The process does not require elaborate tooling.
It can be employed to all engineering materials.
Tool wear is kept within limits, and the tool is not costly.
The large number of machining parameters can be suitably controlled to overcome technical and economic difficulties.
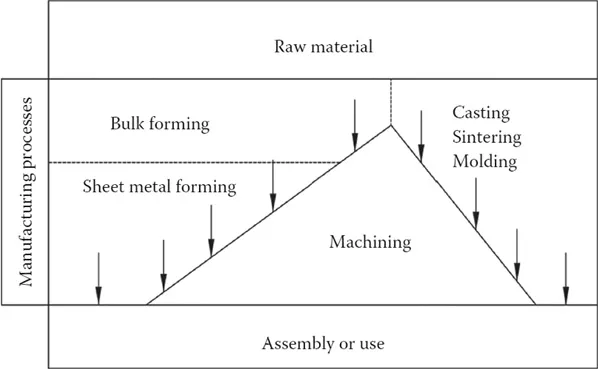
Machining is generally used as a final finishing operation for parts produced by casting and forming before they are ready for assembly or use (Figure 1.1). However, there are a number of reasons that make machining processes an obligatory solution as compared with other manufacturing techniques. These are
If closer dimensional control and tighter tolerances are required than are available by casting and forming.
If special surface quality is required for proper functioning of a part.
If the part has external and internal geometric features that cannot be produced by other manufacturing operations.
If it is more economical to machine the part than to produce it by other manufacturing operations.
Micromachining has become an important issue for machining three dimensional (3D) shapes and structures as well as devices with dimensions in the order of micrometers. Furthermore, in nanomachining, atoms or molecules (rather than chips) are removed to produce parts for the microelectronics, automobile, and aircraft manufacturing industries.
FIGURE 1.1 Manufacturing processes.
1.2 HISTORICAL BACKGROUND
The development of metal-cutting machines, usually called machine tools, started from the invention of the cylinder that was changed to a roller guided by a journal. The ancient Egyptians used these rollers for transporting the required stones from quarries to building sites. The use of rollers initiated the introduction of the first wooden drilling machine that dates back to 4000 BC. In such a machine, a pointed flint stone tip acted as a tool. The first deep-hole boring machine was built by Leonardo da Vinci (1452–1519). In 1840, the first turning machine was introduced. Maudslay (1771–1831) added the lead screw, back gears, and the tool post to the previous design. Later, slideways for the tailstock and automatic tool-feeding systems were incorporated. Planers and shapers have evolved and were modified by Sellers (1824–1905). In 1818, Whitney built the first milling machine. The cylindrical grinding machine was built for the first time by Brown and Sharp in 1874. Fellows’ first gear shaper was introduced in 1896. In 1879, Pfauter invented the gear hobbing, while the gear planers of Sunderland were developed in 1908.
Further developments for these conventional machines came by the introduction of the copying techniques, cams, and automatic mechanisms that reduced the labor and work and consequently raised the product accuracy. In 1953, the introduction of the numerical control (NC) technology opened wide doors to the computer numerical control (CNC) and direct numerical control (DNC) machining centers that enhanced the product accuracy and uniformity. Machine tools form around 70% of the operating production machines and are characterized by their high production accuracy compared to the metal-forming machine tools.
Machining has been the object of considerable research and experimentation that has led to better understanding of the nature of the machining processes and improvements to the quality of the machined parts. Systematic research began in 1850 and has ever since continued to cover the following topics:
1851—measurements of the cutting forces and power consumption to remove a given volume of metal
1870—mechanics of chip formation
1893—analysis of forces in the cutting zone
1907—study of tool wear and the introduction of high-speed steel (HSS)
1928—machinability terms and definitions
1935—introduction of the theoretical models of orthogonal and oblique cutting
1950—verification of the metal-cutting models
1960—developments in the field of grinding and nontraditional machining processes
1970—developments in the field of nontraditional and hybrid machining processes, including micromachining and nanomachining
1.3 CLASSIFICATION OF MACHINING PROCESSES
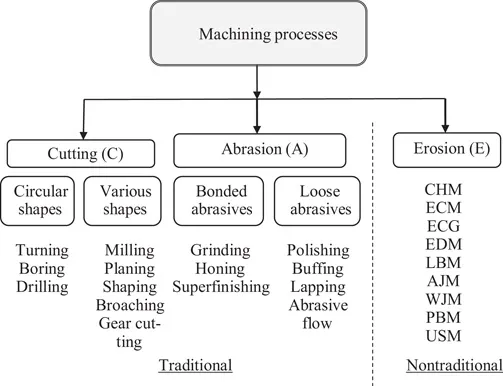
Traditional machining requires a tool that is harder than the workpiece that is to be machined. This tool penetrates the workpiece for a certain depth of cut. A relative motion between the tool and workpiece is responsible for the form and generation cutting to produce the required shapes, dimensions, and surface quality. Such a machining arrangement includes all machining by cutting and mechanical abrasion (MA) processes. The absence of tool hardness or contact with the workpiece makes the process nontraditional, such as the erosion processes by electrochemical and thermal machining methods (see Figure 1.2).
FIGURE 1.2 Classification of machining.
1.3.1 MACHINING BY CUTTING
Figure 1.3 shows the main components of a typical metal-cutting process. The machining system includes the tool, the workpiece, and the machine tool that controls the workpiece and tool motions required for the machining process. Table 1.1 shows the different tool and workpiece motions for some important metal-cutting operations. During machining by cutting, the tool penetrates the workpiece as far as the depth of cut. Cutting tools have a definite number of cutting edges of a known geometry. Moreover, the machining allowance is removed in the form of visible chips. The shape of the produced workpiece depends on the relative motions of the tool and workpiece. In this regard, three different cutting arrangements are possible, as depicted in...