eBook - ePub
Spray Polyurethane Foam in External Envelopes of Buildings
- 339 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
Spray Polyurethane Foam in External Envelopes of Buildings
About this book
Spray Polyurethane Foams in External Envelopes of Buildings presents, for the first time, a book focused on both the theoretical and practical design and applications of spray polyurethane foam (SPF) use. To review the moisture performance of SPF, this book focuses on the design of an assembly where moisture is kept from accumulating and causing deterioration (flow through approach). In this approach, Spray Polyurethane Foam presents two unique parts of theory and practice of various SPF products.
FROM THE PREFACE
Part 1 of this monograph analyzes SPF performance as the material (product). Being field fabricated, installation of SPF products must include a quality assurance program . . . Laboratory evaluation of foams and their coverings, quality management issues, and quantification of the technical support provided to the SPF contractor are also reviewed.
Part 2 presents a systems approach to construction. Starting with principles of environmental control of buildings, different aspects of design and performance of roofing and wall systems are reviewed. Details and design recommendations . . . as well as case studies . . . are included.
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Topic
ArchitectureSubtopic
Civil EngineeringPart One
Performance Evaluation of System Components
CHAPTER 1
Definition of Spray Polyurethane Foams
1. Introduction
THE TERM “SPRAY polyurethane foam” (SPF) represents a general class of foams (cellular plastics) fabricated as a product of a catalyzed chemical reaction of polyisocyanate (component A) and polyhydroxyl compounds (component B). The latter component also contains other compounds such as stabilizers, nucleating agents, and blowing agents. The SPF products are fabricated in situ. In most cases, these products are applied directly on the surface to be insulated or sealed for air transfer through the construction. In addition to chemically cured, two-component foams, the SPF category also includes one-component, moisture-cured foams, often called polymeric sealants.
2. Spray Polyurethane Foam
SPF as a category comprises either closed-cell or open-cell structures with densities ranging from 8 to 65 kg/m3 (0.5 to 4 lb/ft3). While the foam density cannot be used as the criterion of foam performance, the core density is extensively used in quality assurance programs.
In a typical two-component foam fabrication, two transfer pumps deliver components A and B to the proportioning unit. Then, a heated dual-hose carries each of the components to the mixing gun. As a rule, A and B components are delivered to the spray gun in a one-to-one ratio. Compressed air is also delivered to the mixing chamber, though via a separate, unheated hose. Depending on the reactivity of the polymeric mixture and the delivery mechanism, SPF may be recognized as:
- poured foam, when a liquid stream reaches the substrate
- spray foam, when a plethora of small liquid droplets reach the substrate
- froth foam, when the liquid droplets reaching the substrate contain already nucleated miniature gas bubbles
A mechanism used to discharge a one-component foam from a pressurized container is different. A propellant gas extrudes a bead of the foam through a plastic (removable) nozzle placed on the container with the foam. In principle, a two-component foam can also be applied in the form of a narrow strip, making the difference between container and gun applied foams a mere “technicality.”
Since SPF can perform varied functions such as bonding, thermal insulation, and air or moisture control in buildings, it becomes a preferred choice for many applications. SPF products are used for insulating roofs, storage tanks, ducts, and pipes (district heating, underground pipes). They are also used in sewer renewals (where the bonding strength of specially developed foams is well utilized). A case of house masonry rehabilitation with corroded masonry ties is discussed by Woods (1987). Instead of demolishing the outer leaf of the brick wall to install new wall-ties, the rigid SPF was injected to bond the brick veneer to the inner wall. Similarly, SPF products can also be used to consolidate friable strata in mining operations or as a measure to prevent soil erosion. Specially designed, poured SPFs have also been used for repair (leveling) of industrial floors where a slab on ground construction has experienced uneven settlement.
In construction, SPF products are mainly used to control heat transfer through the building envelope. However, the replacement of traditional blowing agents, namely chlorofluorocarbons (CFCs) with partially halo-genated hydrochlorofluorocarbons (HCFCs), which have thermal insulating performance inherently lower than that of CFCs, has raised the question of the long-term thermal resistance (LTTR) of such foams.
Research (Bomberg and Kumaran, 1989) showed that HCFC-141b blown foam can be optimized to have long-term thermal performance almost identical to a CFC blown foam. The same research has also shown that some commercially available SPF systems were not optimized with regard to long-term thermal performance. One poorly optimized product is shown in Figure 1 against the same SPF product that was previously manufactured with CFC-11.
Figure 1 shows that initially, foams exposed in the laboratory had a slightly different rate of aging than those in the service conditions. Yet, after a few months, these differences disappear. In effect, aging in the laboratory may be used to represent aging under field conditions. This important observation was also confirmed in other studies (Christian et al., 1991).
So, the significant difference between products PI and P2 shown in Figure 1 cannot be ascribed to differences in testing or to effects of exposure. This difference is clearly related to the product. Since the polymeric composition was identical, this difference may be associated with the blowing agent used.
Another important question is asked by Willingham (1991): whether or not a “product that is essentially prepared and applied on site, will conform to the same specifications and standards each time it is installed.”
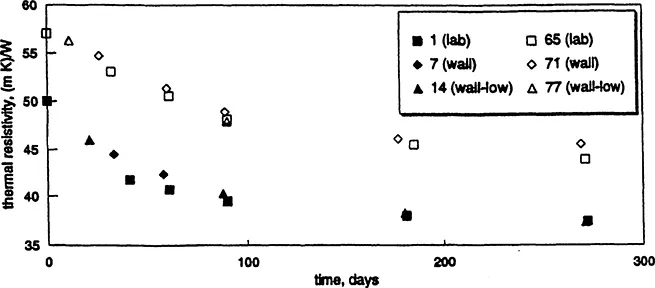
FIGURE 1. Thermal resistivity (inverse of thermal conductivity) of the SPF product manufactured with CFC-11 (open symbols) and HCFC-141b (filled symbols). Samples stored in the laboratory are compared with those exposed in the walls of the experimental station. Reprinted with permission of the National Research Council, Canada.
3. Consistency of the SPF Fabrication Process
Table 1 shows density measured on 610 mm 610 mm (2′ × 2′) specimens cut from 1.2 m × 1.2 m (4′ × 4′) samples. These samples were sprayed on the site of a large renovation project, where SPF was used as the wall insulation. To establish consistency of the field application, each of the samples was sprayed during a different day and sent for testing to a nearby laboratory.
A sensitivity study was also performed on the site to assess the effect of alterations in the installation conditions. Such effects as changing the mixing chamber temperature, gun pressure, and distance from the substrate were examined. Six samples were collected and tested in the same laboratory. The SPF density varied between 36.5 kg/m3 (2.28 lb/ft3) and 39.1 kg/m3 (2.44 lb/ft3); the average was 38.0 kg/m3 (2.35 lb/ft3). This average density was practically identical to the one obtained for random samples (Table 1).
While the average density remained invariable, the scatter of results shown in Table 1 was larger than that measured when systematically changing the installation variables. Subsequently, a detailed study of variability in the SPF fabrication process was undertaken.
Two characteristics are used to define variations in the fabrication process: repeatability and reproducibility. Repeatability is variation in properties produced when different batches were made by one operator using the same SPF product and spray equipment. Reproducibility is the variation between different operators and spray equipment. The spray foam equipment was characterized in Table 2 and conditions of foam installation at each plant are listed in Table 3.
Using these two benchmarks, each of the three manufacturers (system houses) participating in the joint project adjusted either the equipment or the SPF foaming conditions until the core density was within 10% of that originally planned. Though the same delivery system and proportioning units were used at two of the three manufacturing locations, Table 2 shows that the conditions in the mixing chamber were slightly different.
Six different product batches were then manufactured over a period of two months (three at each plant) to examine repeatability and reproducibility of the SPF. Substitution of the component A (marked as batch 12A, see Bomberg and Kumaran, 1989) was also examined. Samples from each product batch were taken for measuring physical and thermal characteristics of the material.
Table 4 shows basic characteristics of the foaming process as measured in two locations. Some of the results obtained from batches 13 and 14 are also shown in Table 4. Results Usted in Table 4 indicate that density determined on thin layers may be used to detect denser layers (surface skins), which affects mechanical performance of the foam. The density, however, is not correlated with the thermal performance of the foam.
Density alone is not sufficient to quantify how well the field fabrication process can be repeated. Other aspects of foam performance must also be quantified. For instance, an initial thermal resistivity of the SPF (thermal resistance of a unit thickness) may be used for this purpose. Table 5 uses this approach and shows the thermal resistivity of SPF specimens cut from batches manufactured at two different locations.
Consistency of these results can be compared with variability in thermal properties of a laminated polyisocyanurate (PIR) product examined by Sherman (1980). Standard deviations of 1.4% and 2.5%, shown in Table 4, may be compared with the corresponding standard deviations in the thermal measurements of PIR, namely: 2.8%, 4.4%, 4.5%, and 6.2% (Sherman, 1980).
In effect, thermal performance of the SPF manufactured in the collaborative industry/NRCC project had better repeatability than that reported for a PIR lamination process. A high repeatability of initial SPF thermal performance was also shown by Bomberg (1993) for five batches of two commercial SPF products manufactured by three qualified contractors.
The answer to the question posed by Willingham (1991) is positive. The spray foam that is fabricated on the construction site “will conform to the same specifications and standards each time it is installed” if, during foam fabrication process, the installer controls all critical variables. High consistency of SPF can be achieved in the field fabrication when the SPF contractor adheres to an appropriate QA program (see later text). In particular, use of two field measurements is recommended:
Table 1. The overall density in kg/m3 (lb/ft3) determined on samples from different SPF batches.
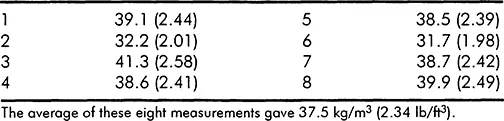
Table 2. Characteristics of the spray equipment in the comparative study (Bomberg and Kumaran, 1989).
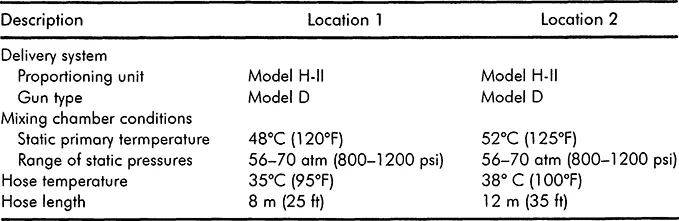
Table 3. Characteristics of foaming pro...
Table of contents
- Cover
- Half Title
- Title Page
- Copyright Page
- Table of Contents
- Preface
- Acknowledgments
- PART ONE PERFORMANCE EVALUATION OF SYSTEM COMPONENTS
- PART TWO THE SYSTEMS APPROACH TO BUILDINGS
- Appendix A1: Recommended Procedure for Determination of Long-Term Thermal Resistance of Closed-Cell Thermal/nsulating Foams
- Appendix A2: Glossary of Terms and Abbreviations Used by the SPF Industry
- Appendix A3: Standards for Surface Texture Used by the SPF Industry
- Appendix A4: Material Specification—SPF for New and Remedial Roofs
- Appendix A5: Material Specification—Bead-Applied Sealing Foams (BSF)
- Appendix A6: Material Specification—Water, Air, and Movement (WAM) Membranes
- Appendix A7: Guide and Selection Criteria for SPF Used in Building Envelopes (Roofs and Walls)
- Appendix A8: The Influence of Environmental Factors on Thermal Resistance of SPF
- References
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Spray Polyurethane Foam in External Envelopes of Buildings by Mark T. Bomberg,Joseph W. Lstiburek in PDF and/or ePUB format, as well as other popular books in Architecture & Civil Engineering. We have over 1.5 million books available in our catalogue for you to explore.