- 654 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
Handbook of Laser Welding Technologies
About this book
Laser welding is a rapidly developing and versatile technology which has found increasing applications in industry and manufacturing. It allows the precision welding of small and hard-to-reach areas, and is particularly suitable for operation under computer or robotic control. The Handbook of laser welding technologies reviews the latest developments in the field and how they can be used across a variety of applications.Part one provides an introduction to the fundamentals of laser welding before moving on to explore developments in established technologies including CO2 laser welding, disk laser welding and laser micro welding technology. Part two highlights laser welding technologies for various materials including aluminium and titanium alloys, plastics and glass. Part three focuses on developments in emerging laser welding technologies with chapters on the applications of robotics in laser welding and developments in the modelling and simulation of laser and hybrid laser welding. Finally, part four explores the applications of laser welding in the automotive, railway and shipbuilding industries.The Handbook of laser welding technologies is a technical resource for researchers and engineers using laser welding technologies, professionals requiring an understanding of laser welding techniques and academics interested in the field.
- Provides an introduction to the fundamentals of laser welding including characteristics, welding defects and evolution of laser welding
- Discusses developments in a number of techniques including disk, conduction and laser micro welding
- Focusses on technologies for particular materials such as light metal alloys, plastics and glass
Trusted by 375,005 students
Access to over 1.5 million titles for a fair monthly price.
Study more efficiently using our study tools.
Information
Subtopic
Ingegneria civilePart I
Developments in established laser welding technologies
1
Introduction: fundamentals of laser welding
S. Katayama, JWRI. Osaka University Japan
Abstract:
This chapter describes characteristics of laser welding, features of main lasers used for welding, factors affecting weld penetration, laser welding phenomena including behavior of laser-induced plume, keyhole behavior and melt flows in a molten pool during laser welding. It also refers to welding defects and the recent trend for laser welding.
Key words
laser welding
CO2 laser
YAG laser
fiber laser
diode laser
fiber delivery
welding phenomena
welding defects
laser-induced plume
deep penetration
welding conditions
1.1 Characteristics of laser welding
Welding is the most versatile and realistic joining method applicable to the construction of products in every industrial field. A laser is a high-power-density heat source. Therefore, ‘laser welding’ is recognized as an advanced process to join materials with a laser beam of high-power, high-energy density. Representative power density profiles of laser, electron beam, plasma and arc, and the consequent weld bead geometries are schematically illustrated in Fig. 1.1.
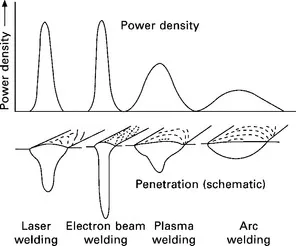
1.1 Power densities for typical welding heat sources, and geometry of weld beads obtained at respective densities.
The power density of a laser beam, which is equivalent to that of an electron beam, is much higher than that of arc or plasma. Consequently a deep, narrow keyhole is formed during welding with a high-power-density beam of laser or electron, and a deep, narrow penetration weld can be effectively produced. In electron beam welding, the chamber for a vacuum environment and X-ray protection should be used, and for steel plates, demagnetization treatment is required before welding. Arc and plasma welding cannot be employed in a vacuum; however, laser welding can be performed and a sound, deep weld bead can be produced in a similar way to electron beam welding, which is described in Section 1.5. Generally the travelling speed of laser welding is higher than those of arc and plasma welding.
Among all the welding processes, laser welding can produce a variety of joints of metals or plastics ranging from very thin sheets of about 0.01 mm thickness to thick plates of about 50 mm in the shielding gas such as helium (He), argon (Ar) or sometimes nitrogen (N2) under the air environment, and has gained great popularity as a promising joining technology with high quality, high precision, high performance, high speed, good flexibility and low distortion. 1–4 It can also achieve robotization, reduced manpower, full automation, and systematization in production lines. Consequently, applications of laser welding are increasing together with the development of novel laser apparatuses and joining processes. In order to properly apply pulsed or continuous wave (PW or CW) lasers to welding or joining, it is important to know the specifications and capability of laser apparatuses, the factors affecting weld penetration and welding defects, and the mechanisms and behaviour of welding as well as to evaluate the weldability of materials and the mechanical properties of welded joints. For further details on the contents of this chapter, see the references in Section 1.6.1–4
1.2 Lasers for welding
The kind and characteristics of the main lasers used for welding are summarized in Table 1.1. Typical CO2 and Nd:YAG laser systems are schematically represented in Fig. 1.2. CO2 lasers, 10.6 μm in wavelength, are developed as high beam quality and easy achievement of higher power, the maximum laser power reaches up to 50 kW, and 1–15 kW power levels are mainly utilized in welding of steels, automotive components, airplanes, ships, etc.
Table 1.1
Types and characteristics of laser for welding
| Types of laser | Laser characteristics |
| CO2 laser | Wavelength: 10.6 μm; far-infrared ray Laser media: CO2-N2-He mixed gas (gas) Average power [CW]: 50 kW (Maximum) (Normal): 1–15 kW |
| Lamp-pumped YAG laser | Wavelength: 1.06 μm; near-infrared ray Laser media: Nd3 +:Y3Al5O12 garnet (solid) Average power [CW]: 10 kW (cascade-type max & fiber-coupling max) (Normal): 50 W–7 kW (Efficiency: 1–4%) |
| Laser diode (LD) | Wavelength: 0.8-1.1 μm; near-infrared ray Laser media: InGaAsP, etc. (solid) Average power [CW]: 10 kW (stack-type max.), 15 kW (fiber-delivery max.) Merits: Compact, and high efficiency (20–60%) |
| LD-pumped solid-state laser | Wavelength: about 1 μm; near-infrared ray Laser media: Nd3 +:Y3Al5O12 garnet (solid), etc. Average power [CW]: 13.5 kW (fiber-coupling max.) [PW]: 6 kW (slab-type max.) |
| Disk laser | Wavelength: 1.03 μm; near-infrared ray Laser media: Yb3 +:YAG or YVO4 (solid), etc. Average power [CW]: 16 kW (cascade-type Max.) Merits: Fiber delivery, high brightness, high efficiency (15–25%) |
| Fiber laser | Wavelength: 1.07 μm; near-infrared ray Laser media: Yb3 +:SiO2 (solid), etc. Average power [CW]: 100 kW (fiber-coupling max.) Merits: Fiber delivery, high brightness, high efficiency (20-30%) |
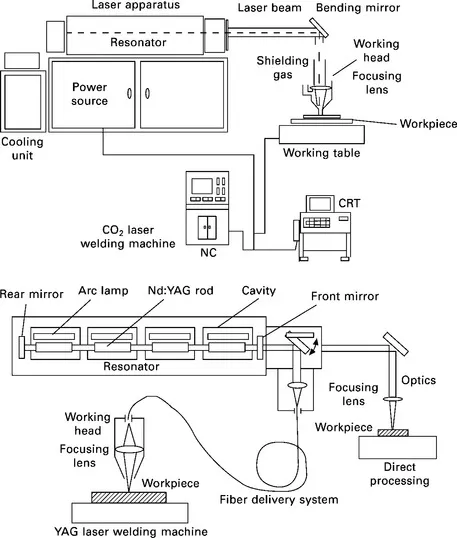
1.2 Schematic representation of CO2 and YAG laser welding systems.
The following inconvenient problems should be considered in CO2 laser welding:
• High power lasers should be delivered by mirrors but not by an optical fiber, and
• an Ar plasma, which reduces weld penetration depth, can be easily formed in Ar shielding gas.
Nd:YAG lasers, 1.06 μm in wavelength, can be delivered through an optical fiber, and are operated in CW or PW mode. PW lasers are used in welding of small parts such as battery cases, electric components, glass frames, etc. CW lasers of 2–7 kW power are employed for laser welding of tailored blanks, aluminum cars, Zn-coated steel sheets, stainless steel pipes and tanks, etc. Such lamp-pumped Nd:YAG lasers have a drawback of low electrical efficiency (the ratio of laser output to electrical input) of less than 4%. Therefore, the development of high power CO2 and YAG lasers has already been stopped. Instead, laser-diode (LD)-pumped solid-state (YAG) lasers have been developed up to 6–10 kW. However, the development of these lasers has also been stopped. Recently, more is expected of disk and fiber lasers in terms of high power, high efficiency and high beam quality than of lamp- or LD-pumped YAG lasers. Fiber-delivery, which is used for lamp- or LD-pumped Nd:YAG, diode, Yb:disk and Yb:fiber lasers, is representative of good flexibility.
During the present century, thereafter, developments of lasers with high power and high beam qual...
Table of contents
- Cover image
- Title page
- Table of Contents
- Copyright
- Contributor contact details
- Woodhead Publishing Series in Electronic and Optical Materials
- Preface
- Part I: Developments in established laser welding technologies
- Part II: Laser welding technologies for various materials
- Part III: Developments in emerging laser welding technologies
- Part IV: Applications of laser welding
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.5M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1.5 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Handbook of Laser Welding Technologies by S Katayama,Seiji Katayama in PDF and/or ePUB format, as well as other popular books in Tecnologia e ingegneria & Ingegneria civile. We have over 1.5 million books available in our catalogue for you to explore.