- 424 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
Electrospinning for Tissue Regeneration
About this book
Electrospinning is a simple and highly versatile method for generating ultrathin fibres with diameters ranging from a few micrometres to tens of nanometres. Although most commonly associated with textile manufacturing, recent research has proved that the electrospinning technology can be used to create organ components and repair damaged tissues. Electrospinning for tissue regeneration provides a comprehensive overview of this innovative approach to tissue repair and regeneration and examines how it is being employed within the biomaterials sector.The book opens with an introduction to the fundamentals of electrospinning. Chapters go on to discuss polymer chemistry, the electrospinning process, conditions, control and regulatory issues. Part two focuses specifically on electrospinning for tissue regeneration and investigates its uses in bone, cartilage, muscle, tendon, nerve, heart valve, bladder, tracheal, dental and skin tissue regeneration before concluding with a chapter on wound dressings. Part three explores electrospinning for in vitro applications. Chapters discuss cell culture systems for kidney, pancreatic and stem cell research.With its distinguished editors and international team of expert contributors, Electrospinning for tissue regeneration is a valuable reference tool for those in academia and industry concerned with research and development in the field of tissue repair and regeneration.
- Provides a comprehensive overview of this innovative approach to tissue repair and regeneration covering issues from polymer chemistry to the regulatory process
- Examines employment within the biomaterials sector, reviewing extensive applications in areas such as uses in bone, muscle tendon, heart valve and tissue regeneration
- Explores electrospinning for in vitro applications and discusses cell culture systems for kidney, pancreatic and stem cell research
Tools to learn more effectively

Saving Books

Keyword Search

Annotating Text

Listen to it instead
Information
Part I
Fundamentals of electrospinning
1
Introduction to electrospinning
L. Wang and A.J. Ryan, The University of Sheffield, UK
Abstract:
Electrospinning is a simple and highly versatile method for generating ultrathin fibres (mainly polymers) with diameters ranging from a few micrometres to tens of nanometres. This technique has attracted tremendous recent interest in both academia and industry, owing to its unique ability to produce ultrafine fibres of different materials in various fibrous assemblies. In this chapter, a brief introduction to the process (principles, setup, parameters and apparatus) and associated morphology of electrospun fibres is provided. Thereafter, the materials used (synthetic and natural polymers, polymer blends, etc.) and the applications of electrospun ultrafibres (particularly in the field of tissue engineering), are reviewed and discussed.
Key words
biomedical applications
electrospinning
nonwovens
polymers
tissue engineering
ultrafine fibres
1.1 Introduction
Electrospinning, which may be considered to be a variant of the electrostatic spinning (or spraying) process, is currently the only technique that is able to produce continuous ultrafine fibres from submicrometre to nanometre diameters. The original idea of using high electric potentials to induce the formation of liquid drops can be traced back more than 100 years (Bose, 1745; Cooley, 1902; Lord Rayleigh, 1882; Morton, 1902). The first patent that described the operation of electrospinning appeared in 1934, when Formhals disclosed an apparatus for producing polymer filaments by taking advantage of the electrostatic repulsions between surface charges (Formhals, 1934). Despite these early discoveries, the procedure was not utilised commercially with any great success. In the early 1990s, several research groups (in particular, Reneker and coworkers) revived interest in this technique by demonstrating the fabrication of thin fibres from a broad range of organic polymers (Doshi and Reneker, 1995; Reneker and Chun, 1996). At this time the term ‘electrospinning’ was coined and is now widely used in the literature. In recent years, the number of publications (Fig. 1.1) in this field has grown exponentially owing to a number of factors: improvements in imaging techniques, the ability to fabricate complex scaffolds and the convergence of nanotechnology and biotechnology for the application of tissue engineering.
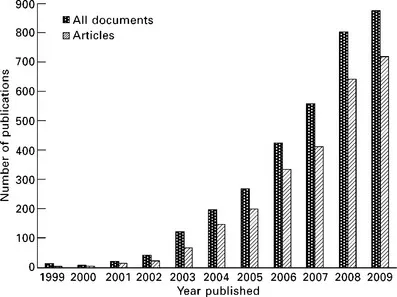
Fig 1.1 Annual number of publications on electrospinning. (source: ISI Web of Sciences®)
1.2 Basic concepts
In a typical electrospinning process a high voltage is used to create an electrically charged jet of polymer solution or melt, which dries or solidifies on extrusion to leave a polymer fibre (Doshi and Reneker, 1995). Three major components are needed to complete the process (Fig. 1.2): a high voltage power supply, a capillary tube with a spinneret and a collector which is normally earthed (Huang et al., 2003). Most often the spinneret is connected to a syringe which supplies the polymer solution and the solution can be fed through the spinneret at a constant rate using a syringe pump. When a high voltage is applied, the pendant drop of polymer solution at the nozzle of the spinneret becomes statically charged and the induced charges are evenly distributed over the surface (Li and Xia, 2004b). The surface tension of the droplet would normally result in a sphere at equilibrium but it is distorted in the electric field, because charges within the droplet migrate to the surface that faces the collector. The accumulation of charge causes a protrusion to appear on the end of the droplet, distorting the droplet into a conical shape known as the Taylor cone (Reznik et al., 2004; Taylor, 1969). With increasing field strength, the repulsive electrostatic force overcomes the surface tension and a charged jet of fluid is ejected from the tip of the Taylor cone when a critical value is attained. The polymer solution is discharged as a jet which then undergoes a stretching and whipping process (a series of connected loops) (Reneker et al., 2000; Shin et al., 2001), leading to the formation of a long thin thread. As the solvent evaporates, solid polymer fibres with diameters ranging from micrometres to nanometres are formed and lay themselves on a grounded collecting metal screen or drum. Theoretical understanding of the electrospinning process has advanced greatly in the last few years and has been discussed in detail (Agarwal et al., 2009a; Greiner and Wendorff, 2007; Huang et al., 2003; Reneker et al., 2007).
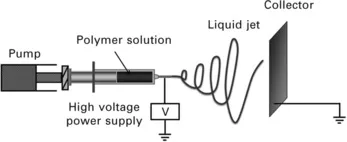
Fig 1.2 Schematic illustration of the setup used for electrospinning ultrafine fibres.
The process of electrostatic spraying low viscosity fluids to form droplets is well established, for example, in the processing of paints and emulsions, formation of dispersions and aerosols and in producing lacquers from dilute solutions of film-forming polymers. Because the forces generated by surface tension in a solvent are larger than those required for viscous flow, the Taylor cone ejects individual droplets or a jet that breaks up into a regular stream of droplets through Rayleigh instability. As the viscosity of the fluid increases, the balance between surface tension and viscous flow favours the formation of a cylindrical jet rather than breaking up into droplets. Given sufficient time a fluid will always break up, but polymer solutions provide two mechanisms to stabilise the jet. A stretched polymer solution will strain harden because of the entanglements, increasing the viscosity further, and solvent evaporation will also increase viscosity by evaporation, with the structure being eventually frozen either by vitrification or crystallisation.
1.3 Morphology and structural formation
Electrospun fibres can be assembled into three dimensional (3D) porous, random nonwoven mats as a result of a bending instability in the spinning jet. In the work that caused a resurgence of interest in electrospinning a small number of different polymers were electrospun in the laboratory (Reneker and Chun, 1996). These electrospun fibres normally showed a cylinder shape with a smooth surface. However, as the technique developed (by adjusting apparatus and choosing different parameters, which will be discussed in following paragraphs), ultrafibres made of natural polymers, polymer blends, nanoparticles-or drug-impregnated polymers, and so on, have been successfully demonstrated. Different fibre morphologies have also been produced (Fig. 1.3), such as ribbons, beaded, aligned, porous, core-shell (Ramakrishna et al., 2006) and in most cases the underlying mechanism for the morphology can be rationalised. Technically, almost any soluble polymer with a sufficiently high molecular weight can be electrospun, even highly branched copolymers (L Wang et al., 2006).
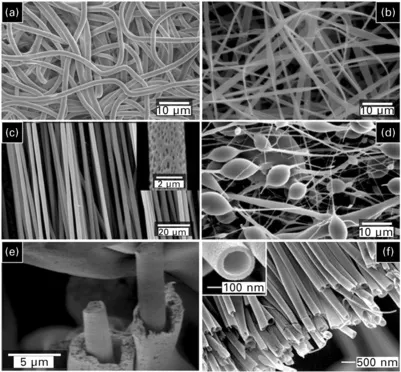
Fig 1.3 SEM (Scanning electron microscope) images of different electrospun fibre morphologies. (a) random (smooth), (b) ribbon (L Wang et al., 2006), (c) aligned (porous), (d) beaded, (e) core-shell, (Zussman et al., 2006) and (f) hollow (Li and Xia, 2004a) (reproduced with permission from Wiley-VCH), (reproduced with permission from Wiley-VCH), (reproduced with permission from American Chemical Society).
During electrospinning from solution, structure formation within ultrafibres is controlled by the simultaneous processes of evaporation of the solvent and extreme elongation of the solidifying fibres (Reneker et al., 2000). Since the solvent is removed from the polymer in sub-second timescales (similar to a quench process), the molecular chains are highly ordered but generally have insufficient time to form a well-defined, microscale equilibrium structure. As a result, for crystalline or semi-crystalline polymers, there is a retardation of the crystallisation process (Dersch et al., 2003; Y Li et al., 2006; Zong et al., 2002). However, using thermal (Kalar et al., 2006; Ma et al., 2006) or solvent–vapour (L Wang et al., 2007) a...
Table of contents
- Cover image
- Title page
- Table of Contents
- Copyright
- Contributor contact details
- Part I: Fundamentals of electrospinning
- Part II: Electrospinning for tissue regeneration
- Part III: Electrospinning for in vitro applications
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.4M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Electrospinning for Tissue Regeneration by L Bosworth,S Downes in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Industrial & Technical Chemistry. We have over one million books available in our catalogue for you to explore.