- 172 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
About this book
Laser shock peening (LSP) is a relatively new surface treatment for metallic materials. LSP is a process to induce compressive residual stresses using shock waves generated by laser pulses. LSP can greatly improve the resistance of a material to crack initiation and propagation brought on by cyclic loading and fatigue. This pioneering book was the first of its kind to consolidate scattered knowledge into one comprehensive volume. It describes the mechanisms of LSP and its substantial role in improving fatigue performance in terms of modification of microstructure, surface morphology, hardness and strength. In particular it describes numerical simulation techniques and procedures which can be adopted by engineers and research scientists to design, evaluate and optimise LSP processes in practical applications.
- Provides for the first time, a comprehensive coverage of this important area
- Written by two world renowned experts
Tools to learn more effectively

Saving Books

Keyword Search

Annotating Text

Listen to it instead
Information
1
General introduction
1.1 Laser shock peening
Laser shock peening (LSP) is an innovative surface treatment technique, which is successfully applied to improve fatigue performance of metallic components. After the treatment, the fatigue strength and fatigue life of a metallic material can be increased remarkably owing to the presence of compressive residual stresses in the material. The increase in hardness and yield strength of metallic materials is attributed to high density arrays of dislocations (Banas et al., 1990a, b) and formation of other phases or twins (Chu et al., 1999), generated by the shock wave.
The ability of a high energy laser pulse to generate shock waves and plastic deformation in metallic materials was first recognised and explored in 1963 in the USA (White, 1963). The confined ablation mode for an improved LSP process was established in 1968 (Anderholm, 1970). The LSP process was initially performed to investigate its application for the fastener holes in 1968–1981 at Battelle Columbus Laboratories (OH, USA) (Clauer et al., 1981). Since 1986, more systematic studies on applications of LSP have been carried out in other countries, such as France (Ballard et al., 1991; Peyre and Fabbro, 1995a, b), China (Zhang and Cai, 1996; Dai et al., 1997; Guo et al., 1999) and Japan (Sano et al., 1997).
Since the development of LSP, a number of patents have been issued addressing its strong interest for commercialisation. In 1974, the first patent was issued after the benefits of LSP were clearly identified (Mallozi and Fairand, 1974). For example, laser peening of braze repaired turbine components (Mannava and Ferrigno, 1997; Mannava et al., 1997) and weld repaired turbine components (Ferrigno et al., 1998) have been patented because of the clear improvement in properties.
Although the conventional shot peening (SP) treatments have existed in industry for over six decades, the LSP process, producing impressive compressive residual stresses into metallic materials, is envisaged as a substitute for SP conventional treatments to improve the fatigue performance of those materials. The increased in-depth compressive residual stresses produced by LSP can significantly improve fatigue performance of materials, strengthening thin sections and controlling development and growth of surface cracks (Dane et al., 1997; Mannava and Cowie, 1996).
An LSP process can be used to treat various kinds of metallic components, which include cast irons, aluminium alloys, titanium and its alloys, nickel-based superalloys and so forth. In the aerospace industry, LSP can be used to treat many aerospace products, such as turbine blades and rotor components (Mannava and Ferrigno, 1997; Mannava et al., 1997), discs, gear shafts (Ferrigno et al., 2001) and bearing components (Casarcia et al., 1996). In particular, LSP has clear advantages for treating components of complex geometry such as fastener holes in aircraft skins and refurbishing fastener holes in old aircraft, where the possible initiation of cracks may not be discernible by normal inspection. Protection of turbine engine components against foreign object damage (FOD) is a key concern of the US Air Force (Zhang et al 1997). General Electric Aircraft Engines treated the leading edges of turbine fan blades (Mannava et al., 1997) in an F101-GE-102 turbine using LSP for the Rockwell B-1B bomber, which enhanced fan blade durability and resistance FOD without harming the surface finish. In addition, it was reported that LSP would be applied to treat engines used in the Lockheed Martin F-16C/D (Obata et al., 1999). The laser peened components, which can significantly enhance the resistance to fatigue, fretting, galling and stress corrosion are well appreciated by the research community (Banas et al., 1990a, b; Chu et al., 1995; Peyre et al., 1995; Clauer, 1996; Dane et al., 1997).
A laser pulse that can be adjusted and controlled in real time is a unique advantage of LSP (Mannava, 1998). Through a computer controlled system, the energy per pulse can be measured and recorded for each LSP process on the component. In particular, multiple LSP can be applied at the same location. Regions inaccessible by shot peening (SP), such as small fillets and notches, can still be treated by LSP (Mannava and Cowie, 1996).
A schematic configuration of an LSP process on a metal plate is shown in Fig. 1.1. When shooting an intense laser beam on to a metal surface for a very short period of time (around 30 ns), the heated zone is vaporised to reach temperatures in excess of 10000 °C and then is transformed to plasma by ionisation. The plasma continues to absorb the laser energy until the end of the deposition time. The pressure generated by the plasma is transmitted to the material through shock waves. The interaction of the plasma with a metal surface without coating is defined as ‘direct ablation’, which can achieve a plasma pressure of some tenths of a GPa (Sano et al., 1997; Masse and Barreau, 1995a, b). In order to obtain a high amplitude of shock pressure, an LSP process normally uses a confined mode, in which the metal surface is usually coated with an opaque material such as black paint or aluminium foil, confined by a transparent material such as distilled water or glass against the laser radiation. This type of interaction is called ‘confined ablation’. Recent research had found that, when using the confined mode, ever greater plasma pressures of up to 5–10GPa could be generated on the metal surface (Fairand et al., 1974; Devaux et al., 1991; Berthe et al., 1997; Bolger et al., 1999). A stronger pressure pulse may enhance the outcome of LSP with a high magnitude of compressive residual stress to a deeper depth.
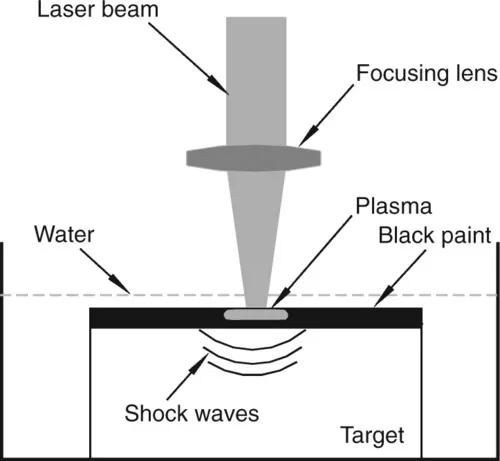
1.1 Schematic configuration of laser shock peening.
The laser spot size and geometry of LSP can be tailored for individual applications and a laser spot with either a square profile or a round one has been used in practice. Furthermore, the LSP process is clean and workpiece surface quality is essentially unaffected, especially for steel components. LSP also has the potential to be directly integrated into manufacturing production lines with a high degree of automation (Mannava, 1998).
The applications of LSP can be anticipated to expand from the current field of high value, low volume parts such as aircraft components to higher volume ones such as the automobile, industrial equipment and tooling in the near future as high power, Q-switched laser systems become more available (Clauer, 1996).
1.2 Traditional shot peening
A traditional surface treatment technique, shot peening (SP), has been effectively and widely applied in industry for over six decades. In an SP process, metal or ceramic balls acting as a minuscule ball-peen hammers make a small indentation or dimple on the metal surface on impact. A compacted volume of highly shocked and compressed material can be produced below the dimple. A thin uniform layer provided by overlapping dimples can be extremely resistant to initiation and propagation of cracks as well as corrosion, protecting the peened area (Khabou et al., 1990; Li et al.,1991; Thompson et al., 1997). The advantages of SP are that it is relatively inexpensive, using robust process equipment and it can be used on large or small areas as required. But it also has its limitations. Firstly, in producing the compressive residual stress, the process is semi-quantitative and is dependent on a metal strip or gauge called an Almen type gauge to define the SP intensity. This gauge cannot guarantee that the SP intensity is uniform across the component surface. Secondly, the compressive residual stress is limited in depth, usually not exceeding 0.25 mm in soft metals such as aluminium alloys and less in harder metals (Clauer, 1996). Thirdly, the process results in a roughened surface, especially in soft metals like aluminium. This roughness may need to be removed for some applications, while typical removal processes often resulted in the removal of the majority of the peened layer.
In comparison, an LSP process can produce a compressive residual stress more than 1 mm in depth, which is about four times deeper than the traditional SP process (Clauer, 1996). In addition, an SP process may damage the surface finish of metal components and can easily cause distortion of thin sections, whilst in LSP, the treated surface of the component is essentially unaffected and the laser peened parts do not lose any dimensional accuracy normally. The LSP process is a better and more effective way to achieve the same outcome with less disadvantages. Moreover, as the laser pulse can be adjusted and optimised, the process can become more efficient in application. Despite the fact that the use of the LSP process is much more expensive than the SP process, some manufacturers still endeavour to use LSP to treat some critical metal components such as engine blades for aircrafts.
1.3 Scope of the book
The improved properties and microstructural changes in metallic materials induced by LSP have widely been recognised by many researchers (Fairand et al., 1972; Clauer et al., 1977; Banas et al., 1990b; Chu et al., 1995; Peyre et al., 2000a). Since the mid-1980s researchers have conducted many experiments to elaborate the effects of the confined interaction mode and the factors influencing the laser pulse during an LSP process.
The main function of LSP is to introduce surface compressive residual stress or surface strain hardening that can lead to an improvement in the mechanical performance of meta...
Table of contents
- Cover image
- Title page
- Table of Contents
- Copyright page
- Preface
- 1: General introduction
- 2: Physical and mechanical mechanisms of laser shock peening
- 3: Simulation methodology
- 4: Two-dimensional simulation of single and multiple laser shock peening
- 5: Three-dimensional simulation of single and multiple laser shock peening
- 6: Two-dimensional simulation of two-sided laser shock peening on thin sections
- 7: Simulation of laser shock peening on a curved surface
- References
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.4M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Laser Shock Peening by K Ding,L Ye in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Civil Engineering. We have over one million books available in our catalogue for you to explore.