- 240 pages
- English
- ePUB (mobile friendly)
- Available on iOS & Android
eBook - ePub
Electron Beam Welding
About this book
Translated from the German, this is a practical book for engineers which explains the trials, development and manufacturing processes involved in electron beam welding.
Tools to learn more effectively

Saving Books

Keyword Search

Annotating Text

Listen to it instead
Information
1
Introduction
1.1 History
Nowadays, the technical achievements which make life so convenient are taken for granted, and the invention, development and testing carried out by our predecessors are often overlooked. Although an electron beam welding machine is of course not an item of every day use, it can be used to manufacture products which in one way or another add to the high standard of living experienced today. Over a hundred years have passed since the first experiments by the physicists Hittorf and Crookes to produce cathode rays in gases (1869) and to use them to melt metals (1879) which have led to today’s CNC manufacturing machines for electron beam welding of jet engine components, to name just one example of many.
Initially cathode rays were little more than an interesting physical phenomenon which, in 1895, led to the discovery of one particular type of radiation by Röntgen and which was described by Thompson (1897) and Millikan (1905) as ‘rapidly moved electrons’. As far as processing of material was concerned, such beams were of no significance. Indeed quite the opposite was the case since, in all the experiments carried out at that time, the heat produced by the collision of the electrons with the anode was regarded as a great disadvantage and continued attempts were made using water cooling to prevent the anode target from being melted [1]. It was Marcello von Pirani1who first thought of making use of this effect by adapting a cathode ray to construct a type of electron beam furnace (Fig. 1) for melting tantalum powder and other metals, and which was patented in 1905 and 1907.
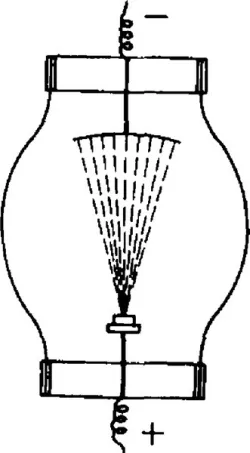
Fig. 1 Extract from a patent by Marcello von Pirani regarding the ‘Production of homogeneous bodies from tantalum or other metals’ taken out on the 26 March 1907 [1].
In the following decades many scientists became involved with electron beams. Amongst others, Langmuir, Child, Richardson, Dushman and Wehnelt investigated the laws governing the production of such beams, whilst Busch, Rogowski, Flegler, Davisson, Calbrick and others worked on the basis of electron optics. The first important uses of electron beams were in the construction of oscilloscopes and microscopes. Von Ardenne (1938) used them for drilling metals, and together with Rühle (1939) for melting and vaporising metals. Sufficiently powerful vacuum pumps were still unavailable, however, to permit use of such beams in larger scale industrial applications.
A new epoch in the working of materials using electron beams began in 1948. It occurred to the physicist Steigerwald2, who at this time was involved in development of more powerful beam sources for use in electron microscopes, that electron beams could be employed as thermic tools, in particular for drilling precious stone bearings for watches and clocks, for drilling wire drawing dies and for soldering, melting and welding metals under vacuum [2].
The results of the first trials proved very promising and led to the signing of a licensing agreement with an interested American party. At that time electron beam welding was thought of in the same terms as arc or gas welding, namely as a process using a suitable source of heat, which had the particular advantage that gas sensitive metals were protected from reaction with the atmosphere. The breakthrough in industrial electron beam welding came in 1958 with the requirement to butt weld together 5 mm thick plates of Zircaloy [3]. By gradually increasing the beam current it finally became possible to completely penetrate the full thickness of the workpiece to produce weld seams which, as was required, were of considerably greater depth than they were wide. This deep penetration welding process immediately drew worldwide interest, but it was in the USA that its real technical significance was most rapidly perceived. Following this success Steigerwald sold two such electron beam machines. One was installed in Pittsburg/USA for welding submarine components, whilst the other was used for many years in industry in Germany, and today can be seen in the Deutsche Museum in Munich (Fig. 2).
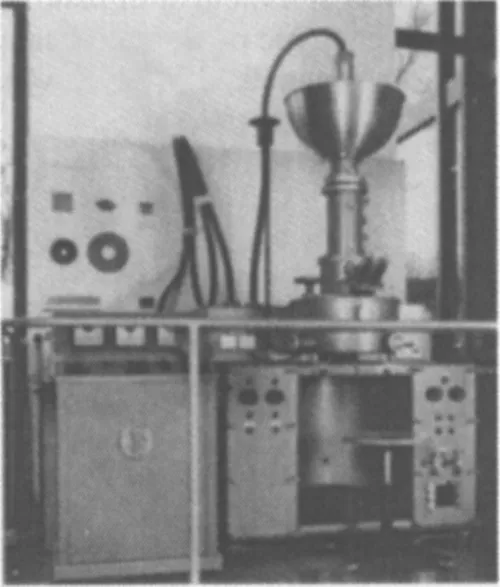
Fig. 2 The first electron beam welding machine for deep welding (1958), UB = 55 kV, ls = 20 mA, at present in the Deutsches Museum, Munich.
After the discovery of the deep welding effect an upsurge in development of new machines occurred, in particular in France and Great Britain [4]. Initially the electron beam had been considered only in relation to the surface of the material, but now attempts were made to increase the power density and beam current in order to be able to weld even thicker components. The nuclear and aerospace industries were the first to control the use of electron beam welding. Amongst the milestones in the subsequent development of the process and equipment were coupling of the high voltages in the beam chamber without the use of insulating oil, changing the cathode using a clamping system, isolating the vacuum in the beam gun from that in the working chamber, the construction of welding machines with much higher beam powers and larger working chambers, and the use of cycle type welding machines for mass production techniques. These all led to a multitude of new applications for electron beam welding. Today, even specialists have difficulty in appreciating the wide field of use of electron beam welding in materials processing.
1.2 Special characteristics of electron beam welding
As an introduction, a number of the special characteristics of electron beam welding are summarised and discussed in greater detail in the following sections. In comparison with other methods of joining, electron beam welding is characterised by:
- an extremely high power density of about 107 W · cm−2 at the focus of the beam, Table 1;
Table 1
The maximum power densities of the various heat sources used for welding
| Heat source | Maximum power density W · cm−2 |
| Gas flame | 5 · 103 |
| Electric arc | 104 |
| Plasma | 105 |
| Laser beam (continuous) | 107 |
| Electron beam | 107 |
- energy transfer occurs not by conduction of heat across the surface of the workpiece, but much more efficiently within the workpiece itself;
- as no edge preparation is necessary, regardless of the thickness of workpiece, filler metal is not required;
- the high welding speed results in narrow welds and heat affected zones with little distortion of the workpiece;
- inertia free oscillation of the electron beam makes it possible in many cases to join materials otherwise considered unsuitable for welding;
- the variable working distance allows workpieces of widely differing shapes to be welded;
- as welding is carried out under vacuum, no consumables (gases, fluxes) are required to protect the weld pool from oxidation;
- short evacuating times can be achieved by adapting the working chamber to suit the number and size of the workpieces;
- computer monitoring and control of the electrical and mechanical welding parameters is possible;
- the welding parameters, and thus the quality of the welds produced, are highly reproducible and consistent;
- at accelerating voltages above 60 kV lead shielding is directly bonded to the welding machine in order to prevent X-ray emission.
Unlike other manufacturing processes, a relatively limited range of electro n beam welding machines is capable of meeting the various power requirements of the most diverse applications:
- beam powers of far less than 1 kW up to 300 kW are available for welding material thicknesses of less than 0.5 mm up to 300 mm [5];
- machines are available for welding variable one-off components as well as for use in mass production operations as in the automotive industry;
- simple longitudinal weld seams can be welded as well as complicated three dimensional components requiring use of programmed welding parameters and workpiece manipulation;
- structural steels, alloy steels, non-ferrous metals and even gas sensitive special metals can be successfully welded.
Unfortunately there are no statistics available showing exactly how many electron beam welding machines a...
Table of contents
- Cover image
- Title page
- Table of Contents
- Copyright page
- Preface
- List of abbreviations
- 1: Introduction
- 2: Generation of the electron beam
- 3: The behaviour of the electron beam on penetrating metal
- 4: Welding parameters and advice on welding practice
- 5: The weldability of metallic materials
- 6: Preparation of the workpiece
- 7: Beam and machine control
- 8: Electron beam welding machines and equipment
- 9: Quality levels and acceptable variations in electron beam welds
- 10: Examples of electron beam welded components
- 11: Personnel qualifications and machine testing
- 12: Standards and regulations
- 13: Other methods of working materials with electron beams
- 14: A comparison of electron beam and laser welding
- References
- Photographic acknowledgements
- Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
- Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
- Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.4M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go.
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Electron Beam Welding by H Schultz in PDF and/or ePUB format, as well as other popular books in Technology & Engineering & Mechanical Engineering. We have over one million books available in our catalogue for you to explore.