Electrodissolution Processes: Fundamentals and Applications discusses the basic principles involved in high-rate anodic dissolution processes and their application in advanced machining, micromachining, and finishing operations. The fundamentals section of the book discusses the anodic dissolution behavior of different classes of metals and the influence of mass transport, current distribution, and surface film properties on the metal removal rate and surface finishing. The applications section of the book presents essential elements of electrochemical and assisted techniques for precision machining, micromachining, and polishing of advanced materials, including hard-to-machine conducting ceramic materials.
Features
A first-of-its-kind book that provides updated scientific and engineering information related to high-rate anodic dissolution processes
Highlights the importance of the understanding of basic principles required for designing and optimizing ECM/EMM/EP processes
Gives equal emphasis to the fundamentals and applications of electrodissolution processes
Discusses the high-rate anodic dissolution of two broad classes of materials, namely, engineering and refractory materials
Presents case studies to demonstrate the capabilities of different electrochemical and assisted machining, micromachining, and finishing operations
Presents a dedicated chapter on electrochemical planarization of copper interconnects
Madhav Datta is the Chairman of Amrita Center for Industrial Research and Innovation and a Distinguished Professor in the Department of Chemical Engineering and Materials Science, Amrita University, Coimbatore, India.
Several nonconventional machining and finishing processes such as electrochemical machining and electropolishing involve metal dissolution at high rates from a workpiece, which is made an anode in an electrolytic cell. Chemical etching and chemical polishing are other widely used manufacturing processes which operate under open-circuit conditions, the driving force for metal dissolution being derived from the reactivity of the solution. In the latter processes, although referred to as chemical processes, the partial oxidation and reduction reactions involved are electrochemical such that at the open-circuit potential (OCP), the values of the anodic and cathodic partial currents are equal. In this regard, the well-known corrosion process also involves material dissolution (oxidation) reaction from anodic sites, while a cathodic reduction reaction takes place on another site on the same sample. Whereas corrosion prevention is of crucial importance for the technology-based society, the corrosion process is also advantageously exploited in electrochemical machining and electropolishing by separating the anodic reaction from the cathodic reaction in a properly designed electrochemical cell. Indeed, controlled high-rate anodic dissolution-based electrochemical metal shaping and finishing processes are widely employed in the manufacturing of complicated shaped large parts and they offer new opportunities for micro/nanofabrication. This book focuses on the understanding and applications of electrodissolution processes that are driven by an externally applied voltage/current. However, in this introductory chapter, open-circuit-based processes are briefly described because of their relevance to electrodissolution processes. These processes include corrosion; selective metal removal by chemical etching, chemical milling, and chemical micromachining; chemical polishing; and chemical mechanical polishing (CMP). In this chapter, some of these open-circuit processes are discussed which provide an opportunity to introduce some of the basic principles that are also of significant importance to the processes driven by the externally applied voltage/current.
1.2 Corrosion
Corrosion is the degradation of a material mainly caused by an irreversible electrochemical reaction on the surface with its environment. It is a complex process so that its prediction and control require a thorough understanding of the thermodynamic and kinetic fundamentals which govern the process. An enormous amount of information is available on the subject, and several books are available that deal with the fundamentals and practical aspects of corrosion [1, 2, 3, 4 and 5]. This section on corrosion briefly describes the essentials of the process, including its various types, some fundamental aspects related to thermodynamics and kinetics, and some of the methods of its prevention.
Both anodic and cathodic reactions occur on a corroding part. Corrosion occurs at the anode, where the material dissolves by an oxidation reaction. The anodic site is separated from the cathodic site, where a reduction reaction takes place. An electrical potential difference exists between these sites and current flows through the solution from the anode to the cathode. This is accompanied by the flow of electrons from the anode to the cathode through the metal. A typical example is that of corroding steel for which the anodic oxidation reaction is as follows:
The primary cathodic reaction is oxygen reduction:
Oxygen dissolved in water reaches the surface by diffusion. The oxygen reduction reaction is generally a diffusion-controlled process, which in turn controls the rate of corrosion. The production of hydroxide ions according to Equation 1.2 creates a localized high pH at the cathode.
Another possible cathodic reaction is the proton reduction:
At neutral or higher pH, the concentration of H+ ions is too low for this reaction to contribute significantly to the overall corrosion rate. However, as pH decreases, this reaction becomes more important until, at a pH of about 4 or above, it becomes the predominant cathodic reaction.
The dissolved Fe2+ ions react with OH− ions according to the following reaction:
The ferrous hydroxide thus formed combines with oxygen and water to produce ferric hydroxide, Fe(OH)3, which when dehydrated forms Fe2O3, the well-known common rust.
1.2.1 Types of Corrosion
The corrosion resistance of the metal is not an intrinsic property of the metal, but a property of the metal-environment combined system. A metal may rapidly corrode in a certain environment, while under different conditions it may remain unaffected. Several reasons are responsible for the formation of anodic and cathodic sites that are necessary to produce corrosion. These include metallurgical properties such as metal grain size, impurities in the metal, surface defects, and composition differences; chemical composition of the environment such as oxygen, salt concentration, temperature, and convection; and the presence of thermomechanical cycles. When these local differences are not large and the anodic and cathodic sites can shift from place to place on the metal surface, the corrosion is uniform. Uniform corrosion is the most basic form of corrosion during which a metallic object is more or less uniformly consumed and converted to ionic species. Much of our fundamental understanding of corrosion, such as thermodynamics and kinetics, is based on uniform corrosion.
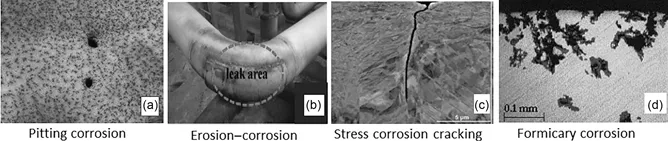
Localized corrosion is the most serious industrial problem, which occurs when the anodic sites remain stationary. Different types of localized corrosion include pitting, galvanic corrosion, selective leaching, crevice corrosion, intergranular corrosion, stress corrosion cracking (SCC), and microbiologically influenced corrosion. Other forms of corrosion include erosion-corrosion and formicary corrosion. In the following, a brief description of different types of corrosion is presented, and photographs of some selected corrosion types are shown in Figure 1.1.
FIGURE 1.1 Examples of some selected corrosion types: (a) pitting corrosion, (b) erosion-corrosion [6], (c) stress corrosion cracking [7], and (d) formicary (ant nest) corrosion [9].
Uniform corrosion is the corrosive attack leading to uniform loss of metal and general thinning of the corroding surface. It is not regarded as the most serious form of corrosion since it is relatively easily measured and predicted, making disastrous failures relatively rare. If surface corrosion is permitted to continue, the surface may become rough and surface corrosion can lead to more serious types of corrosion. Uniform corrosion can be practically controlled by cathodic protection or the use of coatings or paints. In some cases, equipment designers take into consideration uniform corrosion by simply specifying a corrosion allowance. With uniform corrosion, fouling is usually a more serious problem than equipment failure.
Galvanic corrosion is the corrosion damage induced when two dissimilar materials are coupled in a corrosive environment. It occurs when two dissimilar metals are brought into electrical contact in an electrolyte. The driving force for corrosion is a potential difference between the different materials. When a galvanic couple forms, one of the metals in the couple becomes the anode and corrodes faster than it would all by itself, while the other becomes the cathode and corrodes much slower than it would alone. Galvanic corrosion cells can be set up on the macroscopic level or the microscopic level. On the microstructural level, different phases or other microstructural features can be subject to galvanic currents.
Pitting corrosion is the localized corrosive attack of a passive metal that leads to the development of small cavities known as pits. Their growth eventually leads to perforation of a metal plate or pipe wall. Pitting corrosion damage, therefore, can be quite important, even if the absolute amount of corroded material is small. Pitting corrosion requires the presence of aggressive anions, most often chloride ions, and of an oxidizing agent such as oxygen or ferric ions. A corrosion cell forms between the growing pit which is the anode and the passive surface surrounding the pit which serves as the cathode. Because the anode/cathode surface ratio is small, dissolution inside the pit can be very fast. Corrosion products often cover the pits. A small, narrow pit with minimal overall metal loss can lead to the failure of an entire engineering system. Pitting corrosion is a dangerous form of corrosion damage since it is difficult to detect and predict. Figure 1.1a shows an example of pitting corrosion in cast iron water mains.
Crevice corrosion occurs within localized volumes of stagnant solution trapped in pockets, corners, or beneath a shield such as a seal, gasket, fastener, etc., and where oxygen cannot freely circulate. Deposits of sand, dust, scale, and corrosion products can all create zones where the liquid remains stationary and cannot be renewed. These conditions can create a situation where two different environments are in contact on the same metal surface such as the creation of a differential aeration cell. Crevice corrosion is encountered particularly in metals and alloys which owe their resistance to the stability of a passive film. Since these films are unstable in the presence of high concentrations of Cl− and H+ ions, gradual acidification of the electrolyte caused by insufficient oxygen pe...
Table of contents
Cover
Half Title
Title Page
Copyright Page
Table of Contents
Preface
Author
Chapter 1 Open-Circuit Metal Dissolution Processes
Chapter 2 Anodic Behavior of Metals
Chapter 3 Transpassive Films and Their Breakdown under ECM Conditions
Chapter 4 Mass Transport and Current Distribution
Chapter 5 High-Rate Anodic Dissolution of Fe, Ni, Cr, and Their Alloys
Chapter 6 High-Rate Anodic Dissolution of Ti, W, and Their Carbides
Chapter 7 Anodic Dissolution of Metals in Electropolishing Electrolytes
Chapter 12 Electrochemical Planarization of Copper Interconnects
Index
Frequently asked questions
Yes, you can cancel anytime from the Subscription tab in your account settings on the Perlego website. Your subscription will stay active until the end of your current billing period. Learn how to cancel your subscription
No, books cannot be downloaded as external files, such as PDFs, for use outside of Perlego. However, you can download books within the Perlego app for offline reading on mobile or tablet. Learn how to download books offline
Perlego offers two plans: Essential and Complete
Essential is ideal for learners and professionals who enjoy exploring a wide range of subjects. Access the Essential Library with 800,000+ trusted titles and best-sellers across business, personal growth, and the humanities. Includes unlimited reading time and Standard Read Aloud voice.
Complete: Perfect for advanced learners and researchers needing full, unrestricted access. Unlock 1.4M+ books across hundreds of subjects, including academic and specialized titles. The Complete Plan also includes advanced features like Premium Read Aloud and Research Assistant.
Both plans are available with monthly, semester, or annual billing cycles.
We are an online textbook subscription service, where you can get access to an entire online library for less than the price of a single book per month. With over 1 million books across 990+ topics, we’ve got you covered! Learn about our mission
Look out for the read-aloud symbol on your next book to see if you can listen to it. The read-aloud tool reads text aloud for you, highlighting the text as it is being read. You can pause it, speed it up and slow it down. Learn more about Read Aloud
Yes! You can use the Perlego app on both iOS and Android devices to read anytime, anywhere — even offline. Perfect for commutes or when you’re on the go. Please note we cannot support devices running on iOS 13 and Android 7 or earlier. Learn more about using the app
Yes, you can access Electrodissolution Processes by Madhav Datta in PDF and/or ePUB format, as well as other popular books in Physical Sciences & Industrial Design. We have over one million books available in our catalogue for you to explore.