![]()
PART I
Case Studies of Productivity
Surges in Management
Functions
![]() Section 1: Time Reduction
Section 1: Time Reduction![]()
1
Welding Steel Plates Six Times Faster
Tetsuro Saisho
The Development of a New Technology
The case introduced here illustrates a drastic time reduction achieved through the development of a new technology. It is an account of the improvement in the speed of welding steel plates and the devel-opment of a welding machine that enhances the hardness of steel plates. It is also an account of the application of this improvement and development. The newly developed welding machine is capable of welding a steel plate six times faster than the conventional processing equipment.
Until now, in automotive factories, when adopting high-powered welding techniques for welding steel plates, the higher the intensity applied, the bulkier and heavier the plates became. In addition, the weight of the welding equipment was very heavy as well, making its usage inefficient since it was immovable and therefore could only be used in one place as a stand-alone unit. It was impossible to use it in combination with other machine tools.
In contrast, the new welding machine was movable and capable of being applied for a wide range of uses, since its weight was one-seventh its predecessor. It became possible to consider multi-faceted applications for the new welding machine. Furthermore, since it has also become possible to maintain a fixed intensity for even thin steel plates, engineers producing automobiles using these steel plates were able to drastically lighten the completed bodies of the cars, a factor that led to improved fuel efficiency.
For companies that carry out steel plate welding at an automotive factory, the electrical passage necessary until now to fuse steel plates together with conventional equipment was 40 mm/second. However, with the new models, this task could be performed with an electrical passage of only 6 mm/second. Due to this, the new machines produce lesser irregularities in the composition face even if the operator were to weld by moving the electrodes quickly.
Automobile parts-makers, generally adopt spot welding, which entails welding in the manner of pricking multiple steel plates with needles. The new welding machine joins by using a technique known as seam welding. In effect, this technique joins by fastening two to three steel sheets with a ring-shaped electrode and draining the electricity before sewing.
The new model using this technique of seam welding, by raising electrical efficiency, has down-scaled the power source and power transformer and saved the weight of the newly developed welding machine of around 140 kg at once. It is also attached to welding robots in automotive factories, adjusted to levels near those of spot welders of approximately 100 kg. The speed of welding, compared to spot welding, increases by six times with this model, leading to increased efficiency in assembly operations.
In such a situation, Hikari Kogyo Co., Ltd. (currently Art-Hikari, Co. Ltd., based in Tatebayashi city, Gunma, President Kazutoshi Furukawa), in addition to boosting the speed of processing steel plates with seam welding, has developed a welding machine that has made it possible to raise the hardness of welded steel plates1.
A salient feature of the seam welding technique is that it heightens the unit strength by a large margin to weld by line instead of by point, which was how it had been conventionally welded with in spot welding technique. At conventional welding sites, seam welding has been used in nuclear-reactor processing, which requires high-performance welding. However, since the welding equipment itself weighs around one ton, this technique did not become widespread in automotive factories.
Nonetheless, anticipation has risen for the application of seam welding in various fields, thanks to the weight reduction of welding equipment and the weight reduction and hardening of welded steel.
Seam Welding and Spot Welding
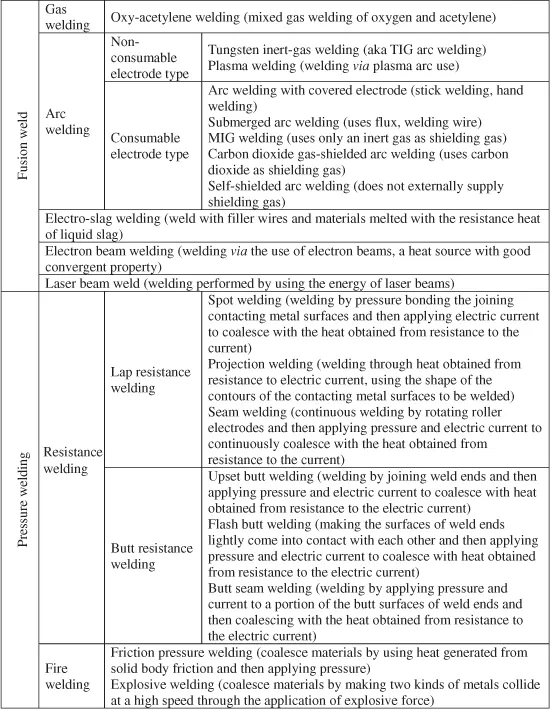
Primarily, welding is an operation that fuses two or more metallic components by heating them and adding pressure to fuse their junctions to ensure continuity at the molecular level. Even in the case of typical welding methods, as shown in Fig. 1.1, you will find various types, roughly classified into either of the two categories of fusion welding or pressure welding.
Fig. 1.1 Typical welding methods
Source: Author.
Fusion welding is a bonding technique that fuses components with the heat from shielding gas or a laser beam. Pressure welding, on the other hand, is a bonding technique that joins surfaces of matching components to each other (metals, etc.) by applying heat energy and pressure to fuse the atoms of the components.
The newly-developed welding technique is the seam welding technique made possible by pressure welding’s resistance welding. In addition, the generally adopted method until now among automobile parts-makers has been spot welding by pressure welding. Thus, we will examine the features of the spot welding and seam welding methods, which are typical pressurizing techniques of resistance welding (welding by heating and pressurizing with the resistance heat generated via passing electric currents through welded joints).
Spot welding is a welding process that joins two components by layering and pressurizing them with a stick-shaped electrode and then passing electricity to heat the welded parts, causing them to fuse. This method is frequently applied in the welding of automobile bodywork, since it is applied for welding relatively thin plates (thin metal sheet, etc.). In addition, this method makes it possible to not only weld two metal sheet components, but more than three such components at a time.
Seam welding is a form of welding that pressurizes and passes electricity using roller electrodes and welding continually along the welded joint areas while spinning the electrodes. Since the area joined at one time in seam welding is minute, this method is suitable for ceramic or metallic package processing, whose welding operation requires only a low-level applied pressure and a small amount of electric current. For example, in crystal devices/ Microelectromechanical systems (MEMS) and optical devices/Hybrid Integrated Circuits (IC), the seam welding technique is used to achieve a hermetic seal, covering ceramic and metallic packages with a lid (metallic).
Spot welding and seam welding are both resistance welding made possible through pressure welding, and the seam welding method can be considered to be the continuous application of the spot welding method.
Overcoming Challenges and Expanding the Usage of Seam Welding
The seam welding method has not been applied very much until now, despite its many merits. This is because the method has been criticized as follows:
1.Its electrical efficiency is poor, requiring a large electric installation; Due to its poor electrical efficiency, it cannot be applied for general-purpose uses — it can only be applied for regular, fixed configurations;
2.Since it uses a large-capacity transformer, which is substantially large and heavy, welding operations become limited;
3.Awareness for the technology itself is low;
4.Since exterior water cooling is necessary and its service condition is bad, the method is not generally applicable;
5.The device itself is expensive and difficult to purchase.
At Hikari Kogyo, the engineers there have surmounted such seam welding challenges by developing a new method that passes electric currents through components by inserting them into ring-shaped electrodes and then joining them in the manner of sewing them together. This new method has increased the processing speed, thanks to the development of an original power source and power transformer for the welding machine, which assure the smooth stabilization and passage of heat-generating electricity.
For example, with regard to the components, just as with general welding machines, seam welding of stainless steel, galvanized steel sheets, aluminum, copper alloy, and titanium is possible. However, in the case of seam welding, the range thickness of such components it can handle has expanded from the limited conventional range of 0.5–2.3 mm to around 0.05–6 mm. In addition, with regard to the number of sheets it can handle, not only has it improved its handling capacity from two (differences in the thickness of boards of less than three times) to four layers of sheets, it has also boosted the processing speed range from the conventional 0.7–2 m/minute (thin plate 4 m/minute) to 0.7–10 m/minute (three layers of thin plates 10 m/minute).
In addition, the reduction in the mass of the welding apparatus to one-seventh what it used to be is also another major technical progress. In fact, the reduction in the weight of the equipment has also led to the adoption of seam welding in automotive factories, where it was rarely used before. Furthermore, by adopting seam welding in automotive factories, it has become possible to support high-level unit strengths even in thin steel plates, raising expectations for improvements in the reduction of automobile body weight and fuel efficiency.
In the automotive industry, since lightening of the automobile body is being pursed for the plug-in hybrid automobile and electric automobile, the applicability of the seam welding machine developed by Hikari Kogyo is expanding.
Bibliography
1.Nihon Keizai Shimbun, Welding for Automobiles, September 9, 2009.
2.Art-Hikari website http://www.art-hikari.co.jp/. (20120930)
![]()
2
The Reduction of Drying Time by 90%
Tetsuro Saisho
Applying the Technology of a Different Business
This section introduces a case that shows how a technology used in a particular industry helped a business in a different industry achieve a large-scale time reduction. The case shows the development and application of a drying machine used in the process of casting molds. Specifically, the machine uses microwaves, which project direct rays found in electrical radiation, to heat metals, such as iron, aluminum, and copper at temperatures higher than the fusing point to turn them into liquid, which are then poured into molds, cooled, and hardened into predetermined configurations.
Automobile parts-makers and industrial machinery-makers that use lost-wax casting need to congeal sand around solder models. Then, these models are soaked into a viscous liquid before sand is sprayed onto them. Every time this operation is carried out, there is a need to remove the moisture with a drying machine.
Lost wax casting is a sand-mold process and its mechanism involves creating molds by using a solder to make a model in the same shape as the finished product, solidifying its circumference with sand, and finally removing the solder. The conventional method of drying is by introducing warm air of about 25°C to dry a mold (of around 40 cm in length, 40 cm in width, and 20 cm in height). In total, this takes more than 50 hours.
Amid such a situation, the engineers at Japan Highcomm Co., Ltd. (Maebashi, Gunma, President Yukihiro Nishiyama), a company that produces devices that heat and sterilize foods by ...